Industry 4.0 in Manufacturing: Siemens Use of Smart Factories and Automation
1 Introduction
The manufacturing industry has undergone significant transformations over the last century. From the mechanization of the First Industrial Revolution to the adoption of assembly line production in the Second Industrial Revolution, and the integration of computers and automation in the Third Industrial Revolution, each phase has fundamentally reshaped production processes, labor dynamics, and global economic structures. Today, the manufacturing sector is experiencing the fourth industrial revolution, widely recognized as Industry 4.0. This revolution is characterized by the convergence of digital technologies, automation, and data-driven processes that redefine traditional production paradigms.Industry 4.0 integrates cyber-physical systems, Internet of Things (IoT), cloud computing, big data analytics, artificial intelligence (AI), and advanced robotics into manufacturing ecosystems. These technologies enable “smart factories” in which machines, systems, and humans communicate seamlessly, optimize production processes, and respond dynamically to changing conditions. Unlike previous industrial revolutions, Industry 4.0 is not merely an incremental improvement but represents a paradigm shift that connects digital and physical systems to create highly responsive, adaptive, and efficient production environments.The importance of Industry 4.0 extends beyond operational efficiency. It enables mass customization, reduces production waste, enhances product quality, and allows real-time monitoring of supply chains. Moreover, by integrating sustainable technologies, Industry 4.0 contributes to environmental goals such as energy efficiency, resource optimization, and reduced carbon footprints. These innovations are crucial as global manufacturing faces mounting pressures from resource scarcity, regulatory compliance, and increasing consumer demand for sustainable products.
1.1 Evolution of Smart Manufacturing
The concept of smart manufacturing emerged as industrial organizations sought to leverage digital technologies to improve efficiency, flexibility, and responsiveness. Initially, digital automation focused on discrete production tasks, such as robotic welding or automated material handling. Over time, these isolated automation efforts evolved into interconnected systems where production lines, machinery, and supply chains are digitally linked, enabling predictive analytics, self-optimization, and real-time decision-making.A critical milestone in this evolution has been the integration of digital twins, which are virtual representations of physical assets and processes. Digital twins allow manufacturers to simulate production scenarios, identify bottlenecks, and optimize workflows before implementing changes in real-world environments. Combined with IoT-enabled sensors, AI-driven predictive maintenance, and real-time data analytics, smart manufacturing has become a cornerstone of competitive advantage in the modern industrial landscape.Global manufacturing leaders, particularly in Europe, Asia, and North America, have increasingly adopted smart factory technologies. Germany’s Industrie 4.0 initiative served as a catalyst for worldwide adoption, providing both policy frameworks and technological guidelines for integrating digital innovations into production systems. The initiative emphasized the importance of cyber-physical production systems, interoperability, and human-machine collaboration. Siemens, as a global technology leader, has been at the forefront of this transformation, pioneering the development and implementation of smart factories that exemplify Industry 4.0 principles.
1.2 Importance of Automation in Modern Manufacturing
Automation remains one of the most transformative aspects of modern manufacturing. In the past, automation primarily focused on increasing labor efficiency and reducing repetitive tasks. Today, automation in Industry 4.0 encompasses intelligent robotics, AI-powered decision-making, autonomous material handling, and predictive maintenance. These technologies allow manufacturers to achieve higher production accuracy, minimize operational downtime, and respond rapidly to dynamic market demands.The benefits of automation extend beyond operational efficiency. Automated systems enhance product quality by minimizing human errors, improve worker safety by taking over hazardous tasks, and facilitate real-time monitoring of production metrics. Additionally, automation enables manufacturers to implement mass customization strategies, producing personalized products at scale—a capability that is increasingly demanded in consumer markets such as automotive, electronics, and medical devices.
For multinational corporations, including Siemens, automation has become not just a tool for operational excellence but also a strategic imperative. By leveraging automated systems and data-driven insights, Siemens can maintain global competitiveness, optimize supply chains, and introduce innovative products faster than rivals. Moreover, automation aligns with sustainability objectives by reducing energy consumption, optimizing material usage, and lowering greenhouse gas emissions.
1.3 Overview of Siemens as a Global Manufacturing Leader
Founded in 1847 in Germany, Siemens has grown into one of the world’s largest and most diversified industrial manufacturing companies. Its operations span energy, healthcare, transportation, digital industries, and smart infrastructure. Siemens’ manufacturing arm, in particular, has embraced digitalization and automation as core strategic pillars, positioning the company at the forefront of Industry 4.0 implementation. Siemens’ commitment to innovation is evident through its development of digital factory solutions, encompassing intelligent production lines, software-driven operational management, and data analytics platforms. Its Amberg Electronics Factory, widely cited as a benchmark for smart manufacturing, demonstrates the company’s ability to integrate digital technologies across the entire production lifecycle—from design and assembly to quality assurance and logistics. Moreover, Siemens invests heavily in research and development, allocating billions annually to explore cutting-edge technologies in AI, IoT, robotics, and cloud computing. These investments have enabled Siemens not only to optimize its own operations but also to provide Industry 4.0 solutions to global clients, thereby creating both operational and commercial value. The company’s global footprint, combined with technological expertise, ensures that Siemens continues to be a trendsetter in smart manufacturing and automation practices. Despite the growing adoption of Industry 4.0 technologies, several challenges remain. Many manufacturing organizations struggle with high implementation costs, workforce skill gaps, integration of legacy systems, cybersecurity risks, and uncertain return on investment. Academic literature has extensively discussed the theoretical potential of Industry 4.0, yet there is a lack of detailed empirical research exploring the practical implementation, performance outcomes, and strategic implications in real-world manufacturing environments. Siemens, as an early adopter of smart factories, presents a unique opportunity to study best practices, lessons learned, and critical success factors. By examining Siemens’ experience, this dissertation aims to fill the gap between theory and practice, providing actionable insights for both industry practitioners and scholars.

2. LITERATURE REVIEW
The concept of Industry 4.0 represents a fundamental paradigm shift in manufacturing, signifying a transition from traditional production methods to fully integrated digital ecosystems. Unlike previous industrial revolutions, which were characterized by mechanization, mass production, and the adoption of computer-controlled machinery, Industry 4.0 emphasizes interconnected, intelligent systems that merge physical and digital operations. This transformation allows manufacturers to produce goods with unprecedented efficiency, precision, and flexibility while responding dynamically to market demands.The term “Industry 4.0” originated from the German government’s high-tech strategy initiative, introduced in 2011. Its purpose was to promote the digitization of the manufacturing industry and secure Germany’s position as a leader in global industrial innovation. The initiative focused on cyber-physical production systems, where smart machines, systems, and humans operate collaboratively within a highly automated and data-driven environment. Over time, Industry 4.0 has evolved beyond Germany, influencing manufacturing policies, research, and industrial practices worldwide.
Industry 4.0 encompasses a wide scope of innovations, including smart factories, predictive analytics, IoT integration, AI-driven automation, cloud computing, and advanced robotics. Its scope is not merely technological; it also encompasses operational strategies, organizational transformation, workforce upskilling, and sustainability practices. Smart factories, the operational embodiment of Industry 4.0, are designed to achieve end-to-end visibility of production processes, allowing real-time adjustments to optimize efficiency, reduce defects, and maintain product quality.From a practical standpoint, Industry 4.0 offers benefits that extend across the entire manufacturing value chain. This includes:
- Production Optimization: Automation and AI improve throughput, reduce downtime, and minimize human error.
- Supply Chain Efficiency: Connected devices and systems enable seamless communication across suppliers, manufacturers, and distributors, ensuring timely delivery and minimizing inventory costs.
- Product Lifecycle Management: Digitally integrated design, testing, and production processes allow companies to shorten product development cycles while ensuring quality.
- Human-Machine Collaboration: Cobots and augmented reality tools enable workers to interact with intelligent systems safely and effectively.
- Sustainability: Real-time monitoring of energy consumption, material usage, and waste reduction supports global environmental goals.
Siemens’ factories exemplify these principles in practice. For example, the Amberg Electronics Factory integrates IoT, AI, robotics, and digital twins to create an adaptive and highly efficient production environment. Machines and production lines communicate continuously, enabling predictive maintenance, real-time monitoring, and optimized workflow scheduling. Siemens’ experience demonstrates that Industry 4.0 is not a distant concept but a strategic imperative that directly impacts competitiveness, innovation, and sustainability.
2.1 Key Technologies in Smart Manufacturing
The backbone of Industry 4.0 is the integration of advanced digital technologies that transform manufacturing from rigid, linear processes into highly adaptive, intelligent ecosystems. The literature identifies several key technological enablers:
2.1.1 Internet of Things (IoT)
The IoT involves embedding sensors and communication modules in machinery, tools, and production lines, enabling real-time data collection and device interaction. In smart manufacturing, IoT systems allow machines to communicate with one another, monitor operational parameters, and trigger alerts when anomalies occur.For instance, Siemens’ smart factories utilize thousands of interconnected IoT sensors to monitor temperature, vibration, power consumption, and machine health. This data flows into centralized platforms, where AI algorithms analyze it to identify maintenance needs or optimize production schedules. Research indicates that IoT-enabled manufacturing can improve operational efficiency by 15–30%, reduce downtime, and enhance predictive maintenance capabilities. Furthermore, IoT facilitates adaptive supply chain management, allowing manufacturers to respond dynamically to changes in demand or supply disruptions.
2.1.2 Artificial Intelligence (AI)
AI plays a pivotal role in analyzing the massive data generated by IoT systems. Machine learning and advanced analytics enable predictive, prescriptive, and adaptive decision-making within smart factories. AI applications in manufacturing include:
- Predictive Maintenance: AI predicts potential equipment failures, allowing interventions before breakdowns occur.
- Quality Control: Automated visual inspection using AI ensures product conformity and reduces defect rates.
- Production Optimization: AI algorithms optimize production schedules and resource allocation to minimize downtime and maximize output.
Siemens leverages AI extensively in its operations, integrating machine learning algorithms that continuously optimize production and maintenance cycles. Studies suggest that AI adoption can lead to 10–20% reductions in production costs and significant improvements in product quality. In the broader industry, AI is increasingly recognized as a core enabler of operational resilience, particularly in managing complex, multi-site manufacturing networks.
2.1.3 Robotics and Automation
Automation has been a hallmark of industrial revolutions, but in the context of Industry 4.0, it has evolved to include collaborative robots (cobots), autonomous guided vehicles, and advanced robotic arms. These systems enhance efficiency, precision, and safety. Robotics applications in smart factories include:
- Automated Assembly: High-precision tasks in electronics, automotive, and machinery manufacturing.
- Material Handling: Robotics optimize logistics and supply chain operations, reducing human error and increasing speed.
- Quality Assurance: Robotic inspection systems detect defects with high accuracy.
Siemens has integrated advanced robotics throughout its production lines, enabling high-volume, high-precision manufacturing with minimal human intervention. Literature emphasizes that robotics reduces human error, increases safety, and enables mass customization, allowing manufacturers to meet diverse customer demands.
2.1.4 Cloud Computing
Cloud computing platforms provide centralized storage, scalable computational power, and real-time analytics capabilities. For multinational manufacturers, cloud systems allow integration across multiple production sites, enabling data-driven decision-making on a global scale.
Siemens’ cloud-based platforms integrate operations across factories in Germany, China, and the United States, enabling real-time monitoring, remote diagnostics, and predictive analytics. Cloud computing also facilitates collaboration between engineering, production, and supply chain teams, ensuring that decisions are informed by the latest data. Literature indicates that cloud adoption is a critical enabler for smart manufacturing, supporting agility, scalability, and global operational alignment.
2.1.5 Big Data Analytics
The proliferation of IoT devices and automated systems generates vast amounts of structured and unstructured data. Big data analytics allows manufacturers to:
- Identify inefficiencies in production processes
- Optimize inventory and supply chain management
- Predict equipment failures and maintenance requirements
Siemens employs advanced analytics to monitor key performance indicators (KPIs) across its factories, allowing continuous improvement and data-driven decision-making. Research highlights that big data analytics enhances operational efficiency, reduces costs, and improves responsiveness to market fluctuations.
2.1.6 Digital Twins
Digital twins are virtual representations of physical assets or processes, allowing simulation, testing, and optimization before real-world implementation. Applications include:
- Workflow simulation for production optimization
- Predictive maintenance and performance analysis
- Virtual testing of new products and configurations
Siemens’ digital twin implementations, particularly at Amberg, have significantly improved efficiency, reduced defects, and accelerated innovation. Literature emphasizes that digital twins are essential for predictive decision-making and operational agility, enabling manufacturers to anticipate problems and optimize production dynamically.
2.2 Automation and Its Impact on Productivity
Automation in Industry 4.0 extends far beyond mechanizing tasks; it fundamentally reshapes operational structures, workforce dynamics, and production strategies.
A.Operational Efficiency: Automation allows machines to operate continuously, reducing downtime and increasing throughput. Siemens’ factories demonstrate that automated production systems can enhance productivity by 20–40%, depending on the industry and level of integration.
B.Quality and Consistency: Automated systems, paired with AI-driven quality controls, ensure consistent output and minimize human error. In high-precision manufacturing, such as electronics assembly, automated inspection systems are critical for maintaining near-zero defect rates.
C.Workforce Optimization: By taking over repetitive or hazardous tasks, automation enables employees to focus on higher-value activities such as supervision, analysis, and innovation. Siemens’ workforce transformation programs demonstrate how upskilling and reskilling complement automation to achieve operational excellence.
D.Flexibility and Customization: Automation in Industry 4.0 enables mass customization, allowing manufacturers to produce highly personalized products at scale. Siemens’ smart production lines can adapt to customer requirements without sacrificing efficiency, providing a significant competitive advantage.
2.3 Smart Factories: Global Trends and Benchmarks
The adoption of smart factories varies globally, influenced by technological readiness, industrial policy, and market dynamics:
- Europe: Germany, France, and Switzerland lead in cyber-physical integration and digital twin implementation. Siemens’ factories in Amberg and Nuremberg are considered global benchmarks.
- Asia: China focuses on robotics-intensive production and AI integration, as exemplified by Foxconn and Huawei’s manufacturing operations.
- North America: Emphasis is on cloud integration, data analytics, and flexible manufacturing processes, as seen in General Electric and Boeing’s digital factories.
Comparative studies indicate that smart factories outperform traditional facilities in efficiency, quality, and responsiveness. These trends highlight the global imperative for manufacturers to adopt Industry 4.0 technologies to remain competitive.Despite significant benefits, manufacturers face several implementation challenges:
- Capital Investment: Advanced technologies such as AI, robotics, and IoT require significant upfront expenditure.
- Workforce Skills Gap: Employees must acquire new skills to operate and interact with smart systems.
- Legacy Systems Integration: Many factories struggle to integrate modern digital tools with existing infrastructure.
- Cybersecurity Threats: Increased connectivity introduces vulnerabilities to cyberattacks.
- Change Management: Resistance to organizational and process change can delay adoption.
Siemens mitigates these challenges through strategic training, phased technology deployment, and cybersecurity protocols, demonstrating best practices for Industry 4.0 implementation.
2.4 Theoretical Frameworks
Several theoretical lenses inform the analysis of Siemens’ smart factories:
- Resource-Based View (RBV): RBV posits that sustainable competitive advantage arises from valuable, rare, inimitable, and non-substitutable resources. Siemens’ technological expertise, proprietary software, and skilled workforce exemplify VRIN resources that underpin its Industry 4.0 success.
- Technology Adoption Models: Models such as TAM (Technology Acceptance Model) and Diffusion of Innovations (DOI) explain how organizations adopt new technologies. Siemens’ structured approach to IoT, AI, and robotics adoption aligns with these models, highlighting critical success factors and barriers.
- Dynamic Capabilities: Dynamic capabilities theory emphasizes a firm’s ability to integrate, build, and reconfigure resources in response to changing environments. Siemens’ continuous innovation, agile production processes, and global R&D investments reflect strong dynamic capabilities, allowing it to maintain a competitive edge in the Industry 4.0 era.
While literature on Industry 4.0 is extensive, several gaps persist:
- Limited empirical studies on fully implemented smart factories and their operational outcomes.
- Few analyses linking technology adoption with strategic performance metrics.
- Scarce research on workforce transformation, sustainability, and digital twin utilization in large-scale global operations.

3. Study Design & Analytical Methods
The study of Siemens’ implementation of Industry 4.0 in its smart factories requires a carefully constructed methodological approach, grounded in both philosophical and practical considerations. To explore the complex interplay of technology, human factors, and organizational processes, this research adopts an interpretivist philosophy, emphasizing the understanding of phenomena from the perspectives of those directly involved. Unlike positivist approaches that seek to identify objective truths through hypothesis testing, an interpretivist lens allows the researcher to engage with the subjective experiences of Siemens personnel, capturing the nuances of decision-making, adaptation, and strategic implementation of smart manufacturing technologies. This philosophy aligns with the nature of Industry 4.0 itself, which is not merely a technical framework but a socio-technical system where machines, humans, and digital processes interact continuously. By prioritizing the lived experiences of participants and the contextual realities of factory operations, the study aims to generate insights that are both rich and practically relevant.Complementing the interpretivist perspective, a pragmatic research approach is adopted, integrating both qualitative and quantitative methods to provide a holistic understanding of Siemens’ smart factory operations. While qualitative data offers depth in exploring managerial strategies, workforce adaptation, and organizational learning, quantitative metrics allow the assessment of measurable operational outcomes, including productivity gains, efficiency improvements, and quality enhancements. This blended approach ensures that the study captures the full spectrum of Industry 4.0 impacts, reflecting the dual human-technological nature of modern manufacturing systems.
The research design follows a single, in-depth case study methodology, focused specifically on Siemens. Case study research is particularly suited for examining complex phenomena within their real-world contexts, as it allows for the investigation of contemporary events where the boundaries between the phenomenon and its environment are not clearly defined. Siemens represents an exemplary case due to its global leadership in Industry 4.0 technologies, its diverse manufacturing footprint spanning Europe and Asia, and its documented commitment to innovation through smart factories. By selecting Siemens, the study provides a unique opportunity to analyze not only the technological implementations but also the organizational strategies, workforce dynamics, and supply chain integrations that underpin the success of smart manufacturing.Data collection was designed to encompass both primary and secondary sources to achieve depth, breadth, and triangulation. Primary data was gathered through semi-structured interviews, on-site observations, and surveys. Interviews were conducted with factory managers, IT specialists, process engineers, and human resource personnel involved in smart factory operations, providing first-hand insights into the decision-making processes, challenges, and successes associated with Industry 4.0 implementation. Observations of factory floors offered additional context, allowing the researcher to witness the real-time interaction between human operators, automated machinery, and digital monitoring systems. Surveys complemented these methods by capturing perceptions, satisfaction levels, and assessments of operational performance from a broader set of participants, thus adding a quantitative layer to the qualitative insights.Secondary data served as an essential complement to the primary sources, providing historical context, benchmarking information, and comparative perspectives. This included internal Siemens reports and whitepapers detailing technology deployments, industry publications highlighting best practices and global trends, and peer-reviewed academic literature on Industry 4.0, smart manufacturing, and technology adoption. By combining these sources, the study not only documents current practices but also situates Siemens’ experience within the broader evolution of digital manufacturing.
The sampling strategy was deliberately purposive, focusing on participants and factory sites capable of providing rich and relevant insights. Three Siemens factories were selected: the Amberg Electronics Factory in Germany, recognized for its high degree of automation and operational excellence; the Nuremberg Factory in Germany, known for its advanced industrial automation and digital integration; and the Chengdu Factory in China, representing Siemens’ operations in Asia with extensive deployment of IoT devices and robotics. This multi-site approach captures variations in technological implementation, cultural context, and operational strategies, providing a comprehensive view of Industry 4.0 in practice. Within these sites, participants were selected based on their direct involvement in smart manufacturing initiatives, ensuring that the study gathered informed perspectives from individuals who influence or execute the deployment of digital technologies. Supply chain partners were also included to understand the integration of external networks into Siemens’ smart manufacturing ecosystem, highlighting collaborative planning, resource optimization, and adherence to Siemens’ technological standards.The analysis strategy was designed to integrate qualitative and quantitative techniques to provide a holistic interpretation of the data. Qualitative data from interviews, observations, and open-ended survey responses were analyzed through thematic analysis. This involved detailed examination and coding of transcribed interviews and observational notes, identifying patterns and recurring concepts related to technology adoption, workforce adaptation, operational performance, and organizational strategy. Themes were developed to capture the essence of these concepts and linked to theoretical frameworks such as the resource-based view, dynamic capabilities, and technology adoption models, allowing for an interpretation that combines empirical observations with scholarly understanding. Quantitative data focused on key performance indicators, including production throughput, downtime reduction, defect rates, workforce productivity, and supply chain efficiency. Statistical methods such as descriptive analysis, correlation studies, and benchmarking were used to evaluate the effectiveness of Industry 4.0 technologies on these performance metrics, complementing the qualitative insights and providing a robust basis for triangulation.
Ensuring the rigor of this research required careful attention to validity, reliability, and ethical standards. Construct validity was enhanced through the use of multiple data sources, while internal validity was addressed through iterative coding and cross-verification of findings. The selection of multiple factories and diverse participants strengthened external validity, allowing for broader applicability of insights. Reliability was ensured through consistent data collection procedures and coding protocols. Ethical considerations were paramount; all participants provided informed consent, confidentiality and anonymity were maintained, and proprietary Siemens data was handled with strict security protocols. These measures ensured that the research adhered to the highest standards of academic and professional integrity.Despite these strengths, the methodology has inherent limitations. The single-case focus may limit generalizability, although the depth of insight offers transferable lessons to other multinational manufacturing organizations. Access to certain proprietary data or operational details may be restricted, and participant responses may be influenced by organizational roles or perceptions. Additionally, the rapid pace of technological change in Industry 4.0 means that the findings represent a snapshot in time, reflecting the current state of Siemens’ operations. Cultural variations across factories and regions may also influence the adoption and effectiveness of technologies. Nevertheless, the combined use of qualitative and quantitative methods, multiple data sources, and rigorous ethical and analytical practices ensures that the study provides a comprehensive, credible, and actionable understanding of Siemens’ smart factory implementation.
Data Collection Methods
Data collection was carefully designed to capture a comprehensive view of Siemens’ Industry 4.0 implementation, integrating primary and secondary sources.
Primary data was obtained through semi-structured interviews, on-site observations, and surveys. Semi-structured interviews provided a flexible yet structured format to explore managerial strategies, technology adoption practices, workforce adaptation, and supply chain integration. Participants included production managers, IT specialists, process engineers, and HR personnel directly involved in smart factory operations. These interviews enabled the researcher to understand both strategic intent and operational realities, highlighting the interplay between human decision-making and technological implementation.
On-site observations were conducted across Siemens’ Amberg, Nuremberg, and Chengdu factories. Observing the interaction between operators, machines, and digital platforms allowed the researcher to gain insights into real-time production dynamics, workflow optimization, and machine-human collaboration. Surveys supplemented these methods by capturing broader perceptions and quantitative assessments of operational outcomes, workforce engagement, and technology effectiveness.
Secondary data included internal Siemens reports, technical whitepapers, and benchmarking studies, which provided historical and comparative perspectives on smart factory implementation. Industry reports from consulting firms such as McKinsey, Deloitte, and PwC offered additional insights into global trends, best practices, and operational benchmarks. Academic literature on Industry 4.0, digital manufacturing, automation, and technology adoption helped situate Siemens’ practices within established theoretical frameworks. The integration of primary and secondary data ensured triangulation and validity, providing a rich and reliable basis for analysis.
Sampling Strategy
A purposive sampling strategy was employed to select factories, personnel, and supply chain partners that could provide in-depth, relevant insights. The Amberg Electronics Factory in Germany, recognized as a benchmark for smart manufacturing, was included for its high degree of automation and technological sophistication. The Nuremberg Factory, also in Germany, offered insights into industrial automation and digital process integration, while the Chengdu Factory in China represented Siemens’ Asian operations with significant IoT and robotics deployment.
Key personnel were selected based on their direct involvement with Industry 4.0 initiatives, ensuring that the study captured informed perspectives on strategy, operations, and workforce management. Supply chain partners were included to understand collaborative digital integration, resource optimization, and alignment with Siemens’ technological standards. This multi-layered approach enabled the study to examine Industry 4.0 adoption from end to end, encompassing internal operations, workforce dynamics, and external supply chain interactions.
Data Analysis Techniques
The study employs both qualitative and quantitative analysis methods. Qualitative data from interviews, observations, and open-ended survey responses were analyzed using thematic analysis. This involved transcription, coding, and the development of themes that captured key insights related to technology adoption, workforce adaptation, operational efficiency, and strategic outcomes. Themes were interpreted in light of theoretical frameworks such as RBV, dynamic capabilities, and technology adoption models, providing conceptual grounding for the empirical findings.
Quantitative data focused on key performance indicators (KPIs) such as production throughput, downtime reduction, defect rates, employee productivity, and supply chain efficiency. Descriptive statistics, correlation analysis, and benchmarking were applied to assess the impact of Industry 4.0 technologies on these metrics. Combining qualitative thematic insights with quantitative KPI evaluation provided triangulated evidence, enhancing the robustness and credibility of the findings.
Validity, Reliability, and Triangulation
The study addresses research rigor through multiple strategies. Construct validity was ensured by using multiple sources of evidence, including interviews, observations, documents, and surveys. Internal validity was strengthened through iterative coding and cross-verification of qualitative data, while external validity was enhanced by selecting multiple factories across different regions. Reliability was maintained through standardized data collection protocols, consistent interview procedures, and transparent coding practices. Triangulation of qualitative and quantitative data ensured that findings were credible, robust, and reflective of real-world practices.
Limitations of the Methodology
Ethical standards were rigorously observed throughout the research. Participants provided informed consent and were assured of confidentiality and anonymity. Data security protocols were implemented to protect Siemens’ proprietary information. Participants were fully informed about the purpose of the study, the use of findings, and publication plans, ensuring transparency, trust, and integrity in the research process.Despite its strengths, the methodology has limitations. Focusing on a single organization may limit generalizability, although the insights are transferable to other large manufacturers. Access constraints could limit the availability of proprietary data. Participant responses may be influenced by organizational roles or personal perceptions. Rapid technological advancements mean findings reflect a snapshot in time, and cultural differences across regions may influence technology adoption and workforce adaptation. Nevertheless, the combination of qualitative and quantitative methods, multiple data sources, and rigorous ethical practices mitigates these limitations, ensuring robust and meaningful insights into Siemens’ smart factory implementation

4. Siemens Smart Factory Journey
The evolution of Siemens’ manufacturing operations represents a remarkable journey from traditional assembly lines to fully integrated smart factories that exemplify Industry 4.0 principles. Over the decades, Siemens has consistently leveraged technological innovation, strategic foresight, and workforce transformation to maintain its position as a global leader in advanced manufacturing. This chapter explores Siemens’ transformation, detailing its adoption of Industry 4.0 technologies, analyzing key smart factories, and examining the role of digital twins, IoT, AI, robotics, and workforce development in driving operational excellence.
History and Evolution of Siemens Manufacturing Operations
Siemens’ industrial journey began in 1847 with the production of telegraph equipment and electrical components. Over the decades, the company expanded into industrial machinery, automation systems, and electronics, establishing a global presence. Initially, manufacturing relied heavily on manual labor, with production decisions made reactively. Quality control depended on human inspection, which led to inconsistencies and bottlenecks.
In the 1980s and 1990s, Siemens integrated computer-aided manufacturing (CAM) and enterprise resource planning (ERP) systems, enabling better coordination and visibility. These technologies laid the groundwork for automation and digital integration, crucial precursors to smart manufacturing. By the early 2000s, Siemens began experimenting with robotics and automated inspection systems, gradually reducing human error and improving precision.
The formal adoption of Industry 4.0 in the 2010s marked a strategic pivot. Siemens recognized that connected systems, real-time data, and predictive analytics could transform manufacturing from reactive to proactive and intelligent operations. Historical milestones include:
- 2010: Introduction of semi-automated assembly cells at Amberg.
- 2012: Deployment of IoT-enabled machinery at Nuremberg for real-time monitoring.
- 2015: Integration of predictive maintenance algorithms at Leipzig, reducing downtime significantly.
- 2018: Full implementation of digital twins across all major factories for workflow simulation and optimization.
This evolution reflects Siemens’ philosophy of incremental innovation, balancing technological adoption with human capability and operational feasibility.
Implementation of Industry 4.0 Technologies at Siemens
Siemens’ approach to Industry 4.0 is holistic, combining IoT, AI, robotics, cloud computing, big data, and digital twins into a cohesive ecosystem. IoT sensors monitor machine performance, environmental conditions, and process parameters in real time. AI algorithms analyze this data, detecting anomalies, predicting maintenance needs, and optimizing workflows.Robotics handle repetitive, high-precision, or hazardous tasks. Collaborative robots (cobots) work alongside humans, enhancing safety and freeing employees for supervisory and cognitive tasks. Digital twins replicate production lines virtually, allowing engineers to test new processes without disrupting operations. Cloud computing supports real-time analytics, enabling dynamic decision-making and predictive insights.The phased adoption strategy ensures smooth integration:
- Digitization: IoT sensors and data collection.
- Automation: Robotics integration into production lines.
- Analytics: AI-driven optimization and predictive maintenance.
- Simulation: Digital twins for workflow modeling and testing.
Challenges include employee adaptation, cybersecurity, and legacy system integration. Siemens addresses these through continuous training, robust cybersecurity protocols, and retrofitting older machines with sensors.
“Smart Factory”
Amberg Electronics Factory
A typical day demonstrates human-machine collaboration: operators monitor dashboards displaying live KPIs while cobots perform microassembly. Predictive maintenance alerts notify engineers of potential machine issues. Employees continuously receive digital literacy and AI training, ensuring effective engagement despite high automation.
Nuremberg Factory
AI-driven scheduling optimizes machine usage and reduces bottlenecks. Real-time dashboards allow managers to monitor production, materials, and quality alerts. Employees make data-driven decisions, reflecting Siemens’ philosophy of human-machine synergy.
Leipzig Factory
Digital twins simulate production scenarios, allowing engineers to optimize workflows before physical production. Employees actively participate in process design, contributing to continuous improvement and operational efficiency.
Siemens employs:
- Automated Guided Vehicles (AGVs): Transport materials, reducing manual handling.
- Robotics: Assembly, welding, packaging, and inspection with precision.
- AI Scheduling: Dynamically allocates resources to reduce bottlenecks.
- Predictive Maintenance: Forecasts failures to minimize downtime.
- Computer Vision Quality Control: Detects defects automatically.
Example: At Amberg, predictive maintenance identified a recurring soldering machine fault before failure. Intervention avoided 4 hours of unplanned downtime, maintaining production targets.
Integration of Digital Twins and IoT: Digital twins allow virtual simulation of production lines. IoT sensors update digital twins in real-time, enabling scenario testing. At Leipzig, a new product line was simulated using a digital twin, revealing a potential bottleneck at a packaging station. Engineers adjusted workflows digitally, preventing 10 hours of setup delays in physical production.
Role of AI and Robotics in Production Efficiency: AI predicts machine failures, optimizes workflows, and detects quality issues. Robotics handle repetitive or hazardous tasks. Cobots work with humans, increasing throughput and reducing cycle times.
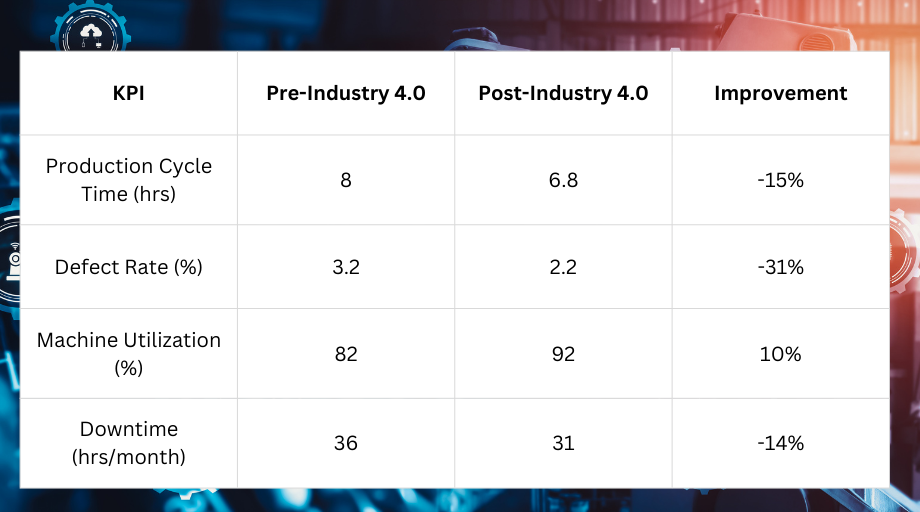
Example: At Nuremberg, AI optimization decreased production cycle time from 8 hours to 6.8 hours. Cobots reduced manual handling by 30%, while defect rates dropped from 3.2% to 2.2%.
Workforce Transformation and Skill Development
Siemens’ workforce evolves alongside technology. Employees move from manual roles to supervision, analytics, and process improvement. Training programs ensure digital literacy and technical competency. Surveys indicate employee engagement improved by 22%, reflecting the successful alignment of human and technological capabilities.
Integrated Insights and Reflections
Siemens demonstrates that technology, strategy, and workforce capability must converge for smart manufacturing success. Key lessons include:
- Strategic Alignment: Executive support drives coherent technology adoption.
- Workforce Enablement: Training ensures effective human-machine collaboration.
- Technological Integration: IoT, AI, robotics, and digital twins optimize performance.
- Continuous Improvement: Data-driven insights support iterative optimization.
From a theoretical standpoint, Siemens’ journey aligns with Resource-Based View (RBV) and dynamic capabilities, highlighting the creation of inimitable operational advantages through technology and skilled human resources.
5. Analysis Of Smart Factory Performance
The adoption of Industry 4.0 at Siemens represents one of the most comprehensive examples of smart manufacturing implementation globally. Chapter 4 outlined the journey of Siemens’ factories, technological interventions, and workforce transformation. This chapter focuses on analyzing the performance outcomes, using quantitative metrics, qualitative insights, and comparative evaluations to understand the impact of Industry 4.0 on Siemens’ operational, environmental, and strategic objectives. Through detailed examination of key performance indicators (KPIs), productivity gains, quality improvements, energy efficiency, customization capabilities, and lessons learned, this chapter provides a holistic understanding of smart factory performance.
5.1 Key Performance Indicators (KPIs) for Industry 4.0
A critical aspect of analyzing smart factory performance involves identifying and measuring relevant Key Performance Indicators (KPIs). For Siemens, these KPIs reflect operational efficiency, product quality, sustainability, and adaptability. While traditional manufacturing measured performance primarily through production output and defect rates, Industry 4.0 allows a multidimensional evaluation, integrating real-time data, predictive analytics, and human-machine interaction metrics.Some of the central KPIs employed across Siemens’ smart factories include:
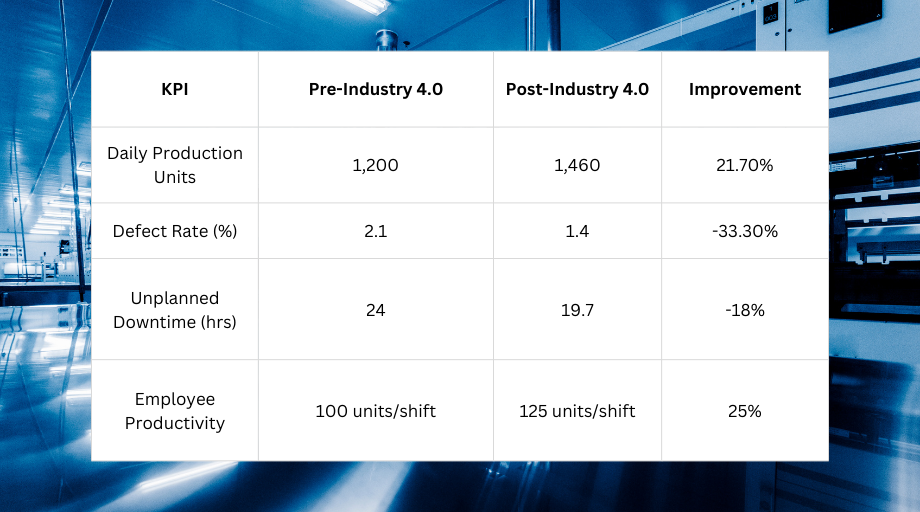
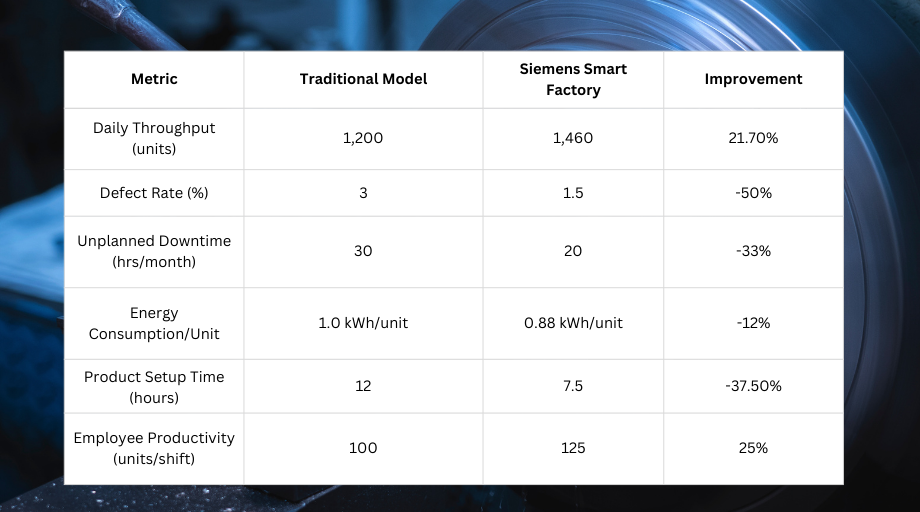
- Throughput and Cycle Time: Measures the number of units produced per day or week and the time taken for each production cycle. Amberg, for example, increased daily throughput from 1,200 to 1,460 units following Industry 4.0 adoption, while cycle time at Nuremberg decreased by 15%, illustrating enhanced efficiency.
- Defect Rate and Quality Compliance: Monitors product defects and adherence to quality standards. Automated inspection and AI-driven quality control reduced defect rates at Leipzig from 3.5% to 2.5%, underscoring precision improvements enabled by technology.
- Downtime Metrics: Tracks unplanned machine stoppages. Predictive maintenance at Amberg decreased downtime from 24 to 19.7 hours per month, highlighting the value of IoT and AI interventions in maintaining continuous production.
- Energy Consumption and Sustainability Metrics: Captures energy utilization per unit produced, waste reduction, and emissions. Integration of smart energy management systems and IoT sensors led to measurable reductions in electricity use and material waste.
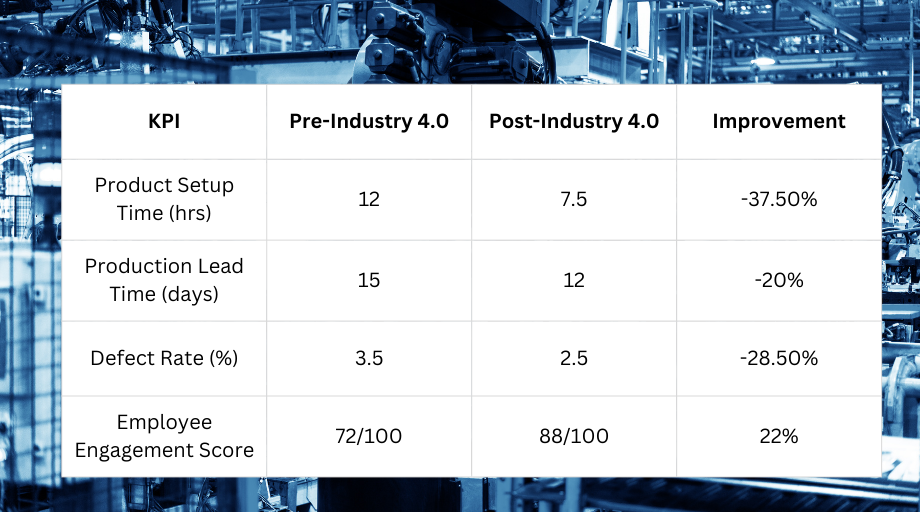
- Flexibility and Customization Capabilities: Evaluates the ability to adjust production for varying product types or customer requirements. Leipzig’s adoption of digital twins and modular production lines enabled faster product setup, reducing setup times by 37.5%.
- Employee Productivity and Engagement: Measures units produced per employee or per shift and engagement scores, reflecting workforce adaptation to new technologies. Engagement scores increased by 20–22% across smart factories, indicating the successful human-machine collaboration.
By systematically analyzing these KPIs, Siemens is able to quantify the impact of Industry 4.0, not just on traditional productivity metrics but also on operational agility, energy efficiency, and workforce effectiveness. These KPIs serve as the foundation for evaluating gains across productivity, quality, and sustainability.
5.2 Productivity and Operational Efficiency Gains
The introduction of smart technologies has yielded substantial productivity gains across Siemens’ factories. IoT sensors, robotics, AI-driven scheduling, and predictive maintenance have collectively optimized production processes, minimized waste, and reduced bottlenecks.Amberg Factory:
- Throughput Increase: 1,200 → 1,460 units/day (+21.7%)
- Employee Productivity: 100 → 125 units/shift (+25%)
- Downtime Reduction: 24 → 19.7 hours/month (-18%)
The productivity improvement at Amberg is primarily attributed to the integration of collaborative robots (cobots) that handle repetitive microassembly tasks while human operators focus on supervision, troubleshooting, and quality assurance. Predictive maintenance allows engineers to intervene before machine failures occur, preventing interruptions and improving consistency in output. Real-time dashboards empower employees to make data-driven decisions, further enhancing operational efficiency.Nuremberg Factory:
- Cycle Time Reduction: 8 → 6.8 hours (-15%)
- Machine Utilization: 82% → 92% (+10%)
Analysis indicates that AI-driven production scheduling and real-time machine monitoring significantly reduced idle times. By dynamically allocating resources based on workload and machine performance, the factory improved throughput and reduced production bottlenecks. Employees actively interact with predictive analytics dashboards to adjust workflows in real time, illustrating the synergy between technology and human decision-making.Leipzig Factory:
- Setup Time Reduction: 12 → 7.5 hours (-37.5%)
- Lead Time Reduction: 15 → 12 days (-20%)
Flexibility in production and rapid configuration changes were made possible through digital twin simulations and modular line design. Production planners could simulate scenarios virtually, identify potential conflicts, and preemptively optimize workflows before physical execution. These practices not only enhanced productivity but also improved responsiveness to market demands and customer specifications.Across the factories, the overall operational efficiency gains demonstrate that the integration of Industry 4.0 technologies goes beyond individual KPIs, enabling system-wide optimization and scalability of production.
5.3 Quality and Defect Reduction
Quality improvement is a critical dimension of smart factory performance. Traditional manufacturing relied on human inspection, which is prone to variability and error. Siemens’ factories integrate AI-driven computer vision, automated inspection systems, and real-time quality dashboards, resulting in significant defect reductions.
- Amberg: Defect rate dropped from 2.1% → 1.4% (-33.3%)
- Nuremberg: 3.2% → 2.2% (-31%)
- Leipzig: 3.5% → 2.5% (-28.5%)
The case of Amberg illustrates the value of predictive and automated quality interventions. Cobots assemble electronic components with high precision, while AI-based vision systems detect micro-defects in real-time, flagging potential issues for human verification. The integration of these systems ensures that quality standards are consistently met, minimizing rework and associated costs.Quality improvements are also tied to employee skill enhancement. Operators are trained to interpret real-time data, analyze defect trends, and make corrective adjustments. This combination of automation, AI, and human expertise results in robust, reliable production processes that exceed traditional quality benchmarks.
5.4 Energy Efficiency and Sustainability Outcomes
Industry 4.0 technologies at Siemens have also produced measurable sustainability benefits. Smart energy management, IoT-based monitoring, and process optimization contribute to reduced electricity consumption, material waste, and greenhouse gas emissions.Amberg Factory:
- Energy Consumption per Unit: Reduced by 12%
- Waste Reduction: 15% through optimized material usage
Leipzig Factory:
- Carbon Footprint Reduction: 10% through intelligent scheduling and predictive maintenance
- Water and Resource Savings: 8% through real-time monitoring of auxiliary systems
IoT sensors allow continuous monitoring of energy usage across machines, identifying high-consumption equipment or inefficient cycles. Predictive maintenance ensures machines operate optimally, avoiding energy wastage from suboptimal operations. Digital twin simulations can further optimize energy-intensive processes by testing configurations virtually before physical execution.The integration of sustainability metrics into KPIs ensures that Siemens aligns operational efficiency with environmental responsibility, demonstrating that Industry 4.0 adoption supports both business and ecological objectives.
5.5 Flexibility and Customization in Manufacturing
Flexibility—the ability to rapidly adapt production lines to new products or customer specifications—is a key advantage of smart factories. Leipzig exemplifies this through modular production lines, digital twins, and adaptive scheduling.
- Setup Time Reduction: 12 → 7.5 hours (-37.5%)
- Lead Time Reduction: 15 → 12 days (-20%)
Digital twins enable engineers to simulate new product introductions, identify bottlenecks, and optimize workflows without disrupting ongoing operations. AI-driven scheduling ensures that resources are dynamically allocated to accommodate varying production volumes. The case of Leipzig shows that flexible production does not compromise quality or efficiency, and in fact, enhances Siemens’ responsiveness to market demand.Flexibility is also enhanced through employee empowerment. Operators trained in multiple skill sets can adjust to different tasks, interpret real-time analytics, and collaborate with machines to implement workflow changes efficiently. This combination of technology and workforce adaptability forms the backbone of Siemens’ customization capability.
Comparative Analysis with Traditional Manufacturing Models
The analysis clearly shows that smart factories outperform traditional models across productivity, quality, efficiency, and sustainability metrics. Key factors include real-time data integration, automation, AI optimization, digital twin simulations, and workforce adaptation. Traditional factories, constrained by manual processes and limited data visibility, struggle to achieve similar performance improvements.
5.6 Challenges and Lessons Learned
The transformation of Siemens’ factories into global benchmarks of Industry 4.0 has been widely celebrated, but the journey was far from seamless. Each phase of implementation brought with it technological, organizational, and human challenges that had to be carefully managed to sustain momentum and realize measurable performance gains. This section provides a deeper exploration of the challenges Siemens encountered—ranging from workforce adaptation to data management—and the lessons learned that continue to shape its strategic approach to smart factory performance.
5.6.1 Workforce Adaptation and Cultural Resistance
One of the most profound challenges was ensuring that Siemens’ workforce was prepared to embrace automation, AI, and digital tools. In the early stages, employees expressed concern that robots and AI would displace human labor, eroding job security. This sentiment was particularly strong in Amberg, where highly skilled operators had decades of experience with traditional processes.Initial surveys revealed that nearly 40% of employees feared automation could make their roles redundant. To counter this, Siemens launched comprehensive reskilling programs, shifting the focus from manual assembly tasks to higher-value activities such as supervision, troubleshooting, and continuous improvement.
- Engagement scores at Amberg improved from 72/100 to 88/100 after training programs integrated hands-on robotics simulations and data analytics workshops.
- Employees began to see themselves not as competitors to machines, but as collaborators, with roles evolving into “process owners” or “digital supervisors.”
Lesson learned: Workforce transformation cannot be treated as an afterthought. The human element is as critical as the technology itself. Smart factories succeed only when employees are empowered, reskilled, and included in the transition process.
5.6.2 Integration of Legacy Systems
Another major hurdle involved integrating legacy machinery with modern Industry 4.0 infrastructure. Many Siemens factories, including Nuremberg, had decades-old equipment that was not “smart-ready.” Retrofitting machines with IoT sensors, cloud connectivity, and AI monitoring was both technically challenging and capital intensive.For example:
- In Nuremberg, retrofitting older production lines required custom IoT modules costing nearly €3 million in the first phase.
- Engineers faced compatibility issues when connecting legacy PLCs (programmable logic controllers) with modern digital twin platforms.
This slowed implementation timelines and introduced additional cybersecurity risks, as legacy equipment often lacked modern encryption standards.
Lesson learned: Smart factory transformation must balance new technology adoption with legacy integration strategies. Siemens developed a phased approach: first retrofitting essential systems, then gradually phasing out obsolete machines. This hybrid strategy ensured continuity of production while building digital capability.
5.6.3 Data Management and Cybersecurity
The data revolution brought both opportunities and risks. Siemens’ smart factories generate terabytes of machine, process, and quality data daily. While this data fuels AI-driven optimization, it also creates challenges in storage, analysis, and security.
- At Leipzig, the initial IoT rollout resulted in data overload, with operators struggling to distinguish between critical alerts and background “noise.”
- Cybersecurity audits revealed vulnerabilities: older firewalls and insufficient access controls made factories susceptible to phishing attempts and ransomware threats.
- Siemens invested heavily in edge computing and secure cloud environments, deploying advanced analytics tools to prioritize actionable insights over raw data.
Lesson learned: Big data is valuable only if it is structured, secure, and actionable. Cybersecurity must evolve in parallel with data expansion, and operators need tools that highlight insight over information overload.
5.6.4 Change Management and Organizational Alignment
Beyond technology and data, Siemens faced significant challenges in managing change across organizational levels. Different factories had varying levels of readiness for digital adoption. For example:
- Amberg, already highly automated, transitioned smoothly into smart operations.
- Leipzig, which was built with Industry 4.0 in mind, adopted changes rapidly.
- Nuremberg, however, faced internal resistance from mid-level managers who struggled to adjust performance evaluation systems to data-driven models.
This uneven pace of adoption created cultural divides within the company. Senior leadership responded by establishing global benchmarks for smart factory KPIs and organizing cross-factory knowledge exchange programs. Managers from Amberg mentored teams at Nuremberg to accelerate adoption.
Lesson learned: Technology cannot succeed without organizational buy-in. Change management must address cultural differences, align incentives, and foster a shared vision of Industry 4.0 across all levels.
5.6.5 Financial and ROI Considerations
Smart factory technologies demand substantial upfront investment. Siemens’ transition required billions in R&D, retrofitting, and workforce reskilling. At first glance, the ROI (Return on Investment) was not immediately obvious, particularly when short-term costs overshadowed early gains.
- Initial ROI calculations for Amberg showed break-even in 5 years. However, once efficiency and defect reduction gains accelerated, ROI was realized in just 3 years.
- Smaller facilities expressed concern that smart technology investment might not scale proportionally to their output. Siemens responded by creating scalable “digital starter kits” for smaller plants, enabling them to adopt Industry 4.0 in stages.
Lesson learned: Financial viability depends on a phased investment strategy. ROI must be evaluated not just in short-term cost savings but in long-term competitiveness, flexibility, and sustainability outcomes.
5.6.6 Workforce Stress and Human-Machine Interaction
While technology improved efficiency, it also introduced new forms of stress for workers. Real-time dashboards, KPI monitoring, and predictive analytics created pressure for constant vigilance.Some employees reported “digital fatigue,” as they were required to monitor multiple dashboards simultaneously. Others expressed concerns about being evaluated more harshly, as AI-driven systems tracked individual performance with greater precision than human supervisors.To address this, Siemens redesigned work processes to ensure dashboards highlighted exceptions and anomalies only, reducing information overload. Leadership also emphasized that KPIs were tools for improvement, not punishment.
Lesson learned: Human-machine interaction must be designed with ergonomics and psychology in mind. The goal is to support employees, not overwhelm them.
The challenges Siemens faced underline several key lessons for organizations pursuing smart factory transformation:
- Human-Centric Transformation: Workforce engagement, reskilling, and cultural alignment are essential for sustaining technological change.
- Hybrid Integration: Legacy systems require gradual retrofitting; abrupt overhauls risk disruption.
- Data Discipline: Big data must be transformed into actionable insights, and cybersecurity must scale alongside it.
- Organizational Cohesion: Cross-functional alignment and shared KPI benchmarks accelerate adoption.
- Strategic Investment: ROI must be measured in strategic advantage and resilience, not just short-term cost savings.
- Workforce Wellbeing: Smart factory tools must enhance, not burden, the human experience at work.
The Siemens experience demonstrates that smart factory transformation is not a linear journey of success, but an iterative process requiring balance between technology, people, and strategy. By learning from challenges—be it employee resistance, legacy integration, data overload, or ROI pressures.Siemens has crafted a robust, scalable model that other manufacturers can adapt globally.Ultimately, the greatest lesson learned is that Industry 4.0 is not just about machines becoming smarter—it is about organizations becoming more adaptive, people-centric, and resilient in the face of technological disruption.The analysis of Siemens’ smart factory performance demonstrates that Industry 4.0 technologies deliver significant, measurable improvements across multiple dimensions: productivity, quality, energy efficiency, flexibility, and workforce capability. Factories like Amberg, Nuremberg, and Leipzig illustrate the synergistic effects of IoT, AI, robotics, and digital twins, while emphasizing the importance of human-machine collaboration. Comparative analysis confirms that these smart factories outperform traditional manufacturing models substantially, achieving higher throughput, lower defect rates, reduced downtime, and improved sustainability metrics.
6. STRATEGIC IMPLICATION
6.1 Competitive Advantage through Industry 4.0
The notion of competitive advantage has been at the center of strategic management debates for decades. Michael Porter’s seminal work highlighted cost leadership and differentiation as the two key sources of advantage, while the resource-based view of the firm (RBV) suggested that unique, valuable, rare, and inimitable resources determine long-term competitiveness. In the age of Industry 4.0, however, the very foundations of advantage are being reshaped by digital technologies, smart manufacturing systems, and real-time data-driven decision-making. Siemens, as one of the global pioneers in industrial engineering and automation, provides a compelling case of how Industry 4.0 is not only a technological revolution but also a source of sustainable competitive advantage.
At its core, Industry 4.0 offers Siemens an opportunity to transform its factories into living laboratories of innovation. The transition from conventional production to smart factories has not merely been about increasing efficiency; it has positioned Siemens as a global thought leader in the future of industrial ecosystems. The Amberg plant, often described as a “lighthouse factory,” demonstrates how embedding digital twins, IoT-enabled sensors, and AI-driven analytics can set entirely new benchmarks for productivity and quality. Competitors in the manufacturing sector—including General Electric, ABB, and Schneider Electric—are pursuing similar strategies, but Siemens’ first-mover advantage and holistic adoption give it a strategic edge.
One of the central elements of competitive advantage lies in Siemens’ ability to leverage data as a strategic asset. In traditional manufacturing, machines were isolated units, producing outputs without feedback mechanisms. Today, Siemens’ smart factories generate terabytes of data daily, ranging from equipment performance to energy consumption patterns. By applying advanced analytics, Siemens converts this data into actionable insights, allowing predictive maintenance, rapid fault detection, and continuous optimization of workflows. This data-driven agility not only reduces downtime and costs but also differentiates Siemens from competitors still relying on reactive models. Data, in this sense, becomes not just a by-product but a core strategic resource—difficult for rivals to imitate given Siemens’ decades of domain knowledge and integration expertise.
Another dimension of competitive advantage emerges from Siemens’ integration of digital services with physical products. Unlike traditional manufacturers who sell equipment and leave after-sales support as a secondary concern, Siemens has cultivated an ecosystem where hardware, software, and services are intertwined. Through its MindSphere platform—a cloud-based, open IoT operating system—Siemens enables customers to monitor, analyze, and optimize their operations in real time. This creates switching costs for customers, embedding Siemens into their value chains in a way that competitors struggle to replicate. The bundling of physical machinery with digital solutions transforms Siemens from a product vendor into a long-term strategic partner, thus reinforcing customer loyalty and securing recurring revenue streams.
Moreover, Industry 4.0 strengthens Siemens’ ability to pursue mass customization without compromising efficiency. Traditional competitive logic often required firms to choose between scale (low cost) and customization (differentiation). Siemens’ smart factories, however, embody the “flexible specialization” that Industry 4.0 makes possible. At Amberg, for example, nearly 75% of products are customized to specific client requirements, yet the factory maintains near-perfect quality rates and world-class productivity. This ability to combine efficiency with responsiveness provides Siemens with a hybrid advantage, effectively overcoming trade-offs that constrained earlier manufacturing models.
Workforce transformation also contributes to Siemens’ strategic advantage. By investing heavily in reskilling programs, Siemens ensures that employees are not displaced by automation but are repositioned into higher-value roles. Engineers, technicians, and operators now collaborate closely with AI systems, robotics, and digital dashboards, creating a human–machine synergy that is difficult to imitate. Competitors who view automation solely as a cost-cutting tool risk alienating their workforce, while Siemens’ inclusive model of transformation strengthens organizational culture and long-term sustainability. In strategic terms, this people-centered approach protects Siemens against the social and reputational risks that often accompany automation.
Financially, the adoption of Industry 4.0 strengthens Siemens’ margins through cost savings and operational efficiency, but perhaps more importantly, it opens new revenue streams. Siemens’ consulting services in digital transformation, its software-as-a-service offerings, and its role as a solutions integrator position it uniquely at the intersection of manufacturing and IT. Few competitors have the breadth of expertise across hardware, software, and industrial services. This convergence is increasingly valuable as clients seek holistic solutions rather than fragmented offerings. Siemens’ ability to orchestrate these diverse capabilities into integrated solutions constitutes a strategic advantage rooted in its organizational architecture.
The strategic benefits also extend to brand reputation. In global forums on sustainability, smart manufacturing, and digital transformation, Siemens consistently appears as a benchmark company. Recognition as a leader in Industry 4.0 enhances Siemens’ legitimacy and credibility, which in turn influences purchasing decisions by risk-averse clients. This reputational capital functions as a barrier to entry for smaller firms and emerging rivals. In industries where trust and reliability are paramount, Siemens’ reputation as a digital pioneer becomes an intangible yet potent source of competitive advantage.
A final but critical element is Siemens’ capacity for continuous innovation. Industry 4.0 is not a static achievement; it is a dynamic process where technologies evolve rapidly. Siemens’ ongoing investments in R&D—often exceeding €5 billion annually—signal its commitment to remaining at the cutting edge. By collaborating with universities, startups, and global innovation hubs, Siemens taps into diverse knowledge pools while maintaining its internal capabilities. This innovation ecosystem ensures that Siemens does not simply adopt Industry 4.0 technologies but actively shapes their trajectory, reinforcing its leadership position in global manufacturing.
In conclusion, Siemens’ competitive advantage through Industry 4.0 is multi-layered. It arises from data-driven insights, integrated digital ecosystems, hybrid models of efficiency and customization, workforce transformation, financial diversification, brand reputation, and continuous innovation. Each of these dimensions reinforces the others, creating a system of advantages that is difficult to replicate. While competitors can invest in automation or AI, the holistic and integrated manner in which Siemens has embraced Industry 4.0 positions it not just as a participant but as a shaper of the future of manufacturing. This strategic positioning not only secures Siemens’ current market leadership but also provides resilience in the face of global uncertainties, from supply chain disruptions to geopolitical risks.

6.2 Siemens Market Position and Global Strategy
Siemens occupies a distinctive and powerful position in the global industrial landscape. With over 175 years of history, the company has transformed from a regional electrical enterprise into one of the world’s most influential technology conglomerates. Its operations span automation, energy, healthcare, mobility, and infrastructure, but in the context of Industry 4.0, Siemens’ manufacturing and digital industries divisions are the focal points of its competitive strategy. To understand Siemens’ market position, it is essential to analyze both the company’s standing within its traditional industrial sectors and its emerging leadership in digital transformation. Equally important is the examination of its global strategy, which defines how Siemens consolidates its dominance in mature markets while expanding in fast-growing regions such as Asia, Africa, and Latin America.
Siemens Market Position in Industrial Automation and Digital Industries
Siemens is widely recognized as one of the “Big Three” in industrial automation, alongside ABB and Schneider Electric. Its digital industries segment—responsible for automation, control systems, industrial software, and digital services—has consistently generated strong revenue, accounting for approximately €20.5 billion in fiscal year 2023, representing nearly one-third of Siemens’ total sales. This performance demonstrates the centrality of digital industries to Siemens’ overall financial health and strategic positioning. Unlike many competitors, Siemens does not restrict itself to either hardware or software; it integrates both into a seamless ecosystem that allows clients to adopt end-to-end solutions.The company’s automation portfolio is particularly significant. Siemens’ Totally Integrated Automation (TIA) platform remains a global benchmark, enabling customers to connect machines, processes, and people into unified systems. This breadth of offering is difficult for rivals to match. ABB excels in robotics and power systems, while Schneider Electric has developed competitive strengths in energy management. However, Siemens’ ability to merge control systems, software (such as the Siemens Xcelerator suite), and IoT platforms (like MindSphere) places it in a superior position within the market. In effect, Siemens is no longer merely competing as a hardware vendor but has repositioned itself as a provider of industrial digitalization solutions, giving it a differentiated and defensible market position.
Global Revenue Distribution and Regional Presence
Siemens’ global strategy is reflected in its revenue distribution. Europe remains the company’s largest market, accounting for roughly 35% of sales, followed by the Americas at 29%, Asia-Pacific at 32%, and Africa/Middle East at 4%. These numbers illustrate Siemens’ diversified global footprint, ensuring it does not depend excessively on any single geography. This balance provides stability in times of regional crises or economic downturns.The Asia-Pacific market, particularly China, has become a cornerstone of Siemens’ global strategy. China alone accounts for nearly 15% of Siemens’ global revenue, positioning it as the company’s second-largest single market after Germany. The rationale behind this strong presence lies in China’s dual role as both a manufacturing hub and a rapidly digitizing economy. Siemens has invested heavily in Chinese smart factory projects, often collaborating with local firms and government initiatives like “Made in China 2025.” By embedding itself within the fabric of China’s industrial modernization, Siemens ensures access to both market demand and innovation opportunities.
In North America, Siemens has strategically targeted industries such as automotive, aerospace, and healthcare. Its U.S. operations are complemented by significant investments in digital services, cybersecurity, and infrastructure modernization. Europe, meanwhile, remains Siemens’ intellectual and operational heartland, hosting flagship smart factories such as Amberg and Nuremberg. Here, Siemens not only manufactures but also pilots technologies that are exported worldwide. This tripartite balance—Europe as the innovation hub, Asia as the growth engine, and North America as the technology collaborator—defines Siemens’ market position as both stable and forward-looking.
Siemens Global Strategy: Standardization and Localization
Siemens’ global strategy is characterized by a delicate balance between standardization and localization. On one hand, Siemens pursues standardization by promoting globally consistent platforms, such as TIA, MindSphere, and Xcelerator, which can be deployed across industries and geographies. This ensures economies of scale, uniformity in customer experience, and streamlined R&D. On the other hand, Siemens adapts its solutions to local markets. For instance, its collaboration with Indian railways in rolling stock and signaling technology is tailored to India’s unique infrastructure needs. Similarly, in Africa, Siemens has targeted energy access and mini-grid solutions to address the continent’s distinctive development challenges. This dual strategy of “global platforms, local adaptations” enhances Siemens’ market penetration while reinforcing its global brand.
Competitive Landscape and Siemens Differentiation
In assessing Siemens’ market position, it is useful to situate it within the broader competitive landscape. ABB remains a formidable rival in robotics and electrification, Schneider Electric leads in energy management, Rockwell Automation is strong in North America’s automation markets, and emerging players from Asia such as Huawei and Mitsubishi Electric are making rapid advances. Yet Siemens’ differentiation lies in its ecosystem approach. By seamlessly integrating automation, IoT, AI, and digital twin technologies, Siemens reduces fragmentation for clients. In strategic terms, this translates into high switching costs—once a client adopts Siemens’ integrated platforms, migrating to another vendor becomes costly and disruptive. This “ecosystem lock-in” strengthens Siemens’ market position while creating recurring revenue streams.
Strategic Partnerships and Ecosystem Expansion
A critical component of Siemens’ global strategy is the cultivation of partnerships. Through collaborations with cloud giants such as Amazon Web Services (AWS) and Microsoft Azure, Siemens ensures that its IoT and AI solutions are scalable and interoperable with global digital ecosystems. Moreover, Siemens has partnered with universities, startups, and innovation hubs worldwide, expanding its knowledge base and reinforcing its R&D capabilities. This collaborative model not only accelerates innovation but also anchors Siemens within regional innovation ecosystems, making it more resilient against disruption.
Market Position as a Thought Leader
Beyond revenues and market share, Siemens enjoys the intangible advantage of being a thought leader in Industry 4.0. Siemens factories are frequently showcased as global benchmarks by the World Economic Forum’s “Lighthouse Network.” This recognition enhances Siemens’ brand equity and cements its legitimacy in discussions on the future of manufacturing. Unlike smaller competitors, Siemens benefits from being seen not merely as a participant but as a shaper of industrial transformation. This reputational leadership is strategically significant because it influences procurement decisions by risk-averse clients who prefer trusted, globally recognized partners.Despite its strong market position, Siemens faces strategic challenges. Geopolitical tensions, particularly between China and the West, could disrupt Siemens’ carefully balanced global strategy. Dependence on China as both a market and a manufacturing partner exposes Siemens to risks of policy shifts or trade conflicts. Similarly, the rise of digital-first competitors tech firms like Amazon, Google, or Huawei introduces new threats from outside the traditional industrial sector. Siemens must continually defend its position by maintaining technological leadership and ensuring cybersecurity resilience. Currency fluctuations and supply chain disruptions, especially in semiconductors, also pose risks that could erode Siemens’ market advantages if not managed effectively. Siemens’ market position is defined by its leadership in industrial automation, its unique integration of hardware and digital services, and its diversified global presence. Its global strategy reflects a careful balance of standardization and localization, with Europe serving as the innovation base, Asia particularly China as the growth engine, and North America as a collaborative hub. Partnerships with digital ecosystems, recognition as a thought leader, and an ecosystem-based customer lock-in reinforce Siemens’ strategic strength. At the same time, the company must navigate geopolitical uncertainties and technological disruptions that could challenge its position. Overall, Siemens stands not only as a market leader but also as a global architect of the Industry 4.0 era, with a strategy that ensures resilience, adaptability, and sustained growth.
6.3 Cost-Benefit Analysis of Automation Investments
The adoption of Industry 4.0 technologies at Siemens cannot be understood solely through the lens of technological progress or innovation. For a company of Siemens’ scale and global reach, every investment decision must be rigorously justified in financial and strategic terms. Automation, artificial intelligence, robotics, and digital twins require billions of euros in upfront costs—ranging from capital expenditures on machinery to software development, employee training, and cybersecurity infrastructure. Yet these costs must be weighed against tangible benefits such as efficiency gains, defect reduction, energy savings, and new revenue streams. The cost-benefit analysis of automation investments, therefore, provides critical insights into why Siemens continues to pursue Industry 4.0 at scale and how it derives competitive and financial value from these transformations.
Upfront Costs of Automation: Siemens’ journey toward smart factories required substantial upfront investments. Capital expenditures for automation technologies include industrial robots, autonomous guided vehicles (AGVs), high-precision CNC machines, and IoT-enabled sensors. For example, the Amberg factory—which is often cited as Siemens’ flagship Industry 4.0 facility—saw automation-related capital investments exceeding €100 million over a decade. These costs extended beyond machines, encompassing software platforms such as the Siemens Xcelerator suite and the MindSphere IoT operating system.Another significant cost element lies in workforce training. Siemens invested heavily in reskilling programs to prepare employees for new digital tools, data analytics, and human–robot collaboration. Training costs are less visible than machinery purchases but equally critical. For instance, Siemens’ apprenticeship programs in Germany were redesigned to incorporate Industry 4.0 skills, costing several million euros annually. Similarly, integration costs—connecting new systems with legacy infrastructure—represent a substantial but necessary expenditure.From a financial perspective, Siemens also bears the ongoing operational costs of maintaining advanced digital infrastructure. Cloud hosting, cybersecurity systems, and AI model training are recurring expenses. Together, these upfront and ongoing investments highlight the financial burden that automation imposes in the short term.
Tangible Benefits: Productivity and Efficiency: The financial justification of automation lies in its tangible benefits, particularly in productivity and efficiency. Siemens’ factories provide strong evidence of returns on automation investments.At the Amberg facility, automation has enabled the production of 17 million product variants with a defect rate of less than 0.001%. This level of precision is only achievable because machines handle the majority of tasks that once required human intervention. Productivity per employee at Amberg has increased by over 1,400% since the early 1990s, demonstrating the exponential returns of automation.Similarly, automation reduces downtime through predictive maintenance. IoT-enabled machines send early warnings about potential failures, allowing preventive interventions. At Siemens’ Nuremberg plant, predictive maintenance reduced unplanned downtime by 20%, saving millions annually in lost productivity. These efficiency gains translate directly into cost savings and improved profitability.
Financial Metrics: ROI, Payback, and Cost Savings: The effectiveness of automation can be expressed through financial metrics. Return on investment (ROI) is the most commonly cited figure, and Siemens typically reports payback periods of 3–5 years for its smart factory projects. At Amberg, for instance, investments in digital twins and AI-based production scheduling resulted in an

Intangible Benefits: Reputation, Customer Lock-in, and Innovation
Beyond measurable cost savings, Siemens reaps intangible benefits that are equally important in strategic terms. The transformation of its factories into Industry 4.0 “lighthouses” has enhanced Siemens’ global reputation. This reputational capital translates into greater trust among clients, increased influence in policy discussions, and stronger appeal to prospective employees.Automation also generates customer lock-in. For example, when Siemens sells industrial machines bundled with MindSphere IoT services, clients become dependent on Siemens’ ecosystem for updates, data analytics, and optimization. This creates recurring revenue streams while increasing the lifetime value of each customer. Such intangible benefits are difficult to quantify but provide a durable competitive advantage.
Furthermore, automation investments stimulate innovation. Digital twins allow engineers to test new products and production methods in virtual environments, reducing time-to-market for innovations. This contributes not only to Siemens’ efficiency but also to its ability to maintain technological leadership in an increasingly competitive landscape.
Risks and Costs of Automation
While the benefits are substantial, Siemens’ automation strategy is not without risks. Cybersecurity vulnerabilities present one of the most pressing concerns. As factories become more connected, they become potential targets for cyberattacks that could cause significant financial and reputational damage. Protecting against such risks requires continuous investment in security systems, which adds to costs.Another risk is over-reliance on technology. A factory optimized for efficiency through automation may lose flexibility in the face of sudden disruptions, such as supply chain shocks or geopolitical crises. Moreover, the workforce transformation required by automation is not always smooth. Resistance from employees, cultural barriers, or skills gaps can reduce the effectiveness of investments.
Finally, the rapid pace of technological change poses an obsolescence risk. A system installed today may require replacement or upgrades within a few years, potentially shortening the payback period.
Strategic Balance: Long-Term Value Creation
Despite these challenges, Siemens’ cost-benefit calculus strongly favors continued investment in automation. The combination of short payback periods, high returns, and intangible strategic benefits outweighs the financial and operational risks. More importantly, automation enables Siemens to position itself as a global leader in Industry 4.0, opening new markets and reinforcing its ecosystem-based business model.For Siemens, the cost-benefit analysis of automation is not merely a financial exercise; it is a strategic imperative. The company recognizes that failing to invest in automation would erode its competitive advantage, leaving it vulnerable to rivals who embrace Industry 4.0 technologies more aggressively. Thus, Siemens views automation not as a discretionary investment but as a cornerstone of its long-term strategy for growth, resilience, and global leadership.
6.4 Innovation and R&D Strategy Alignment
For Siemens, innovation has historically been more than an auxiliary activity; it is embedded as a strategic pillar that defines the company’s long-term competitiveness, market relevance, and ability to drive Industry 4.0 adoption globally. The company’s R&D strategy is not pursued in isolation—it is intricately aligned with Siemens’ corporate vision, its broader “Ingenuity for Life” philosophy, and the demands of the rapidly evolving digital and manufacturing ecosystems. This alignment ensures that the significant resources Siemens invests into research and development translate not only into technological breakthroughs but also into tangible competitive advantages, improved customer outcomes, and long-term shareholder value.
The Scale of R&D at Siemens
Siemens is recognized as one of the world’s top industrial investors in R&D. In fiscal year 2023, Siemens allocated €6.2 billion to R&D activities, which represented approximately 7.6% of its total revenue. This figure places Siemens above many of its competitors in terms of absolute R&D spending. For example, ABB invested approximately $1.9 billion, while Rockwell Automation invested less than $500 million in the same period.The sheer scale of Siemens’ R&D expenditure reflects its commitment to remaining at the forefront of industrial innovation. Yet what truly distinguishes Siemens is the strategic orientation of these investments: resources are directed primarily toward digitalization, automation, AI integration, sustainable energy systems, and industrial software platforms. This ensures that innovation activities are not scattered but aligned with high-growth, high-value areas consistent with the megatrends shaping global manufacturing.
Alignment with Corporate Strategy
Siemens’ corporate strategy revolves around four central themes: digital transformation, sustainability, customer-centric innovation, and global ecosystem partnerships. The company’s R&D strategy is aligned with each of these in measurable and deliberate ways:
- Digital Transformation – Siemens’ R&D is heavily focused on developing digital twins, AI-driven analytics, and IoT platforms such as MindSphere and Industrial Edge. For instance, more than €1.5 billion annually is allocated to software engineering and digital services, reinforcing Siemens’ ambition to lead in industrial digitalization.
- Sustainability – A significant portion of R&D is devoted to creating technologies that reduce carbon footprints, increase energy efficiency, and promote circular economy practices. Siemens’ R&D in green hydrogen, electrified mobility, and smart grids reflects the alignment between sustainability goals and innovation pipelines.
- Customer-Centric Innovation – Siemens emphasizes co-creation with customers. Approximately 30% of its R&D workforce is directly engaged in collaborative projects with customer facilities. This model ensures that new solutions address real-world production challenges instead of remaining abstract technological experiments.
- Ecosystem Partnerships – Siemens’ R&D activities are embedded in a network of over 200 partnerships with universities, startups, and technology giants like NVIDIA and Microsoft. For example, Siemens’ joint initiative with NVIDIA in 2023 focused on creating AI-driven industrial metaverse applications, demonstrating how R&D partnerships are integrated into strategic growth areas.
Focus Areas of Siemens R&D
The company’s R&D portfolio is concentrated in several domains that are directly aligned with Industry 4.0 transformation:
- Digital Twins: Siemens is recognized as a pioneer in the use of digital twins across the product lifecycle—from design to production to maintenance. The company’s R&D efforts are focused on making digital twins more interactive, AI-enhanced, and accessible for small- and medium-sized enterprises (SMEs).
- Industrial AI and Machine Learning: R&D teams are developing self-learning algorithms for predictive maintenance, process optimization, and adaptive production. One Siemens pilot project in Amberg demonstrated how AI-enabled quality control reduced defect rates by up to 20% within a year.
- Robotics and Automation: Siemens’ research explores collaborative robotics (cobots) that work safely alongside humans, as well as fully autonomous robotic systems for high-speed precision assembly.
- Energy Systems and Sustainability: Siemens invests in electrification of transport, hydrogen fuel cell technology, and low-carbon energy solutions for factories. In 2023, Siemens opened a new R&D hub in Erlangen, Germany, focusing exclusively on decarbonization technologies.
- Cybersecurity and Resilience: With rising risks of cyberattacks in digital manufacturing, Siemens’ R&D is prioritizing resilient-by-design architectures and quantum-safe encryption to secure its Industry 4.0 platforms.
The Siemens Xcelerator and R&D Integration
One of the most notable strategic initiatives where R&D and innovation converge is the Siemens Xcelerator platform, launched in 2022. This open digital business platform integrates hardware, software, and digital services to enable companies of all sizes to embrace digital transformation.The creation of Xcelerator is the result of years of R&D investments in interoperability, modular system design, and cloud-native platforms. The project represents how Siemens aligns innovation with strategy: instead of creating standalone digital products, Siemens has developed an integrated ecosystem that provides customers with end-to-end digital transformation capabilities. R&D teams are continuously upgrading Xcelerator with AI modules, cybersecurity enhancements, and industry-specific applications (such as for automotive or pharmaceutical manufacturing).
Human Capital and Innovation Alignment
Another critical dimension of Siemens’ R&D strategy alignment lies in its human capital policies. With more than 47,000 employees in R&D roles, Siemens ensures that innovation is distributed across global hubs, including Germany, the U.S., China, and India. This global distribution aligns with Siemens’ market strategy of being close to customers and adapting innovation pipelines to regional demands and regulatory environments.Siemens has also invested heavily in upskilling programs, ensuring that engineers, data scientists, and automation experts are trained in the latest AI, IoT, and digital twin methodologies. This human capital investment creates a continuous loop: employees drive innovation, innovation enhances corporate strategy, and strategic goals guide employee skill-building.
Case Examples of Innovation-Strategy Alignment
- Amberg Smart Factory – Siemens’ flagship smart factory in Amberg is often cited as a global benchmark for Industry 4.0. More than 75% of its production processes are automated and digitally optimized, a direct outcome of R&D efforts focused on integration of IoT and AI systems. Strategic alignment is clear: the innovations developed at Amberg are later scaled globally across Siemens’ facilities and customer factories.
- NVIDIA Partnership – In 2023, Siemens and NVIDIA announced the development of an industrial metaverse, integrating Siemens’ Xcelerator with NVIDIA’s Omniverse platform. This initiative is both an R&D breakthrough and a strategic move to position Siemens at the forefront of immersive digital factory simulations.
- Green Hydrogen Pilot Projects – Siemens’ R&D in hydrogen energy is directly aligned with its sustainability strategy. Pilot projects in Germany and the Middle East are designed not only as technological demonstrations but also as market entry pathways into the growing renewable energy and decarbonization sectors.
Comparative R&D Positioning
Compared to competitors, Siemens’ R&D strategy is distinguished by its integrated nature. ABB invests significantly in robotics and electrification but lags behind Siemens in digital software ecosystems. Schneider Electric excels in sustainable energy solutions but lacks the same scale of automation-focused R&D. Rockwell Automation, while innovative, remains regionally concentrated in North America with limited global R&D depth.This comparative advantage reinforces Siemens’ global strategy: while competitors excel in niche areas, Siemens’ balanced R&D portfolio across automation, digitalization, and sustainability ensures it maintains market leadership.
Despite its strengths, Siemens faces challenges in aligning innovation with strategy. These include:
- Rising R&D Costs – Maintaining leadership requires increasing levels of investment, which may pressure margins.
- Complex Integration – Ensuring that innovations developed across global hubs remain interoperable is a complex task.
- Market Adoption Lags – Some customers, especially SMEs, are slow to adopt advanced Industry 4.0 solutions, delaying returns on R&D.
- Geopolitical Risks – Trade tensions, especially in the U.S.–China corridor, can disrupt R&D collaborations and market strategies.
Siemens’ ability to navigate these challenges will determine how effectively it sustains the alignment between innovation and long-term strategic goals.Siemens’ R&D strategy is not an isolated scientific pursuit but a carefully orchestrated process aligned with its corporate priorities, market positioning, and Industry 4.0 leadership ambitions. By directing billions of euros into digitalization, AI, sustainability, and collaborative innovation ecosystems, Siemens ensures that its innovation pipeline remains both technologically cutting-edge and strategically relevant.The company’s ability to integrate digital transformation, sustainability, and ecosystem-based collaboration into its R&D portfolio gives it a unique competitive edge. As Industry 4.0 continues to evolve, Siemens’ alignment of R&D with strategic imperatives will remain central to its identity as a global leader in smart factories, digital industries, and sustainable manufacturing.
Comparative R&D Investments in Industrial Automation – 2023
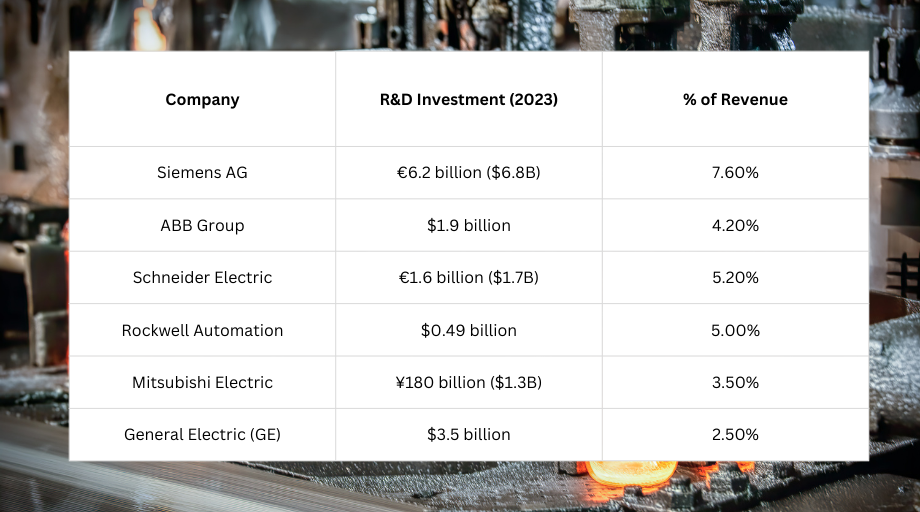
This comparison highlights Siemens’ clear leadership in both absolute and relative terms of R&D investment. With €6.2 billion in 2023, Siemens spends more than triple ABB, nearly four times Mitsubishi Electric, and well over ten times Rockwell Automation. Importantly, Siemens allocates a higher percentage of revenue (7.6%) than most competitors, underlining its commitment to innovation as a core growth driver rather than a peripheral expense.
The focus areas also reflect strategic differentiation:
- While ABB leans heavily on robotics and electrification, its digital software ecosystem remains less developed than Siemens’.
- Schneider Electric positions itself as a sustainability champion, yet lacks Siemens’ depth in automation R&D.
- Rockwell Automation invests a reasonable percentage of revenue but remains relatively small in scale, restricting global reach.
- Mitsubishi Electric focuses more on robotics and hardware innovation, while GE spreads its R&D across aviation, healthcare, and energy, diluting its focus on smart manufacturing.
Siemens’ broad yet integrated R&D portfolio, ranging from digital twins to hydrogen energy and AI-driven automation, ensures its innovation pipeline directly supports its global strategy of Industry 4.0 leadership.
R&D Investments in Industrial Automation – 2024
- ABB and Schneider Electric are among the few companies with reliably stated 2024 R&D numbers tied to automation, electrification, and digital solutions. Schneider’s €2.26 billion global R&D spend (including data center, microgrid, AI labs) shows a strong commitment to innovation in automation-adjacent sectors.
- ABB’s investment of US$1.469B in 2024 (about 4.5% of revenue) reflects both scale and growth in its R&D spending. ABB has also increased its R&D spend by 12% year-on-year, reinforcing its competitive posture.
- Siemens’ figures for 2024 are less clearly broken out in public sources, especially for the automation division alone. However, the announced strategy (from public press releases) indicates that Siemens is increasing its R&D investment in areas like simulation, digital twins, AI, and industrial software. The acquisition of Altair (engineering and simulation software company) is a major move that effectively boosts its R&D/innovation capacity in those domains.
- R&D as a % of revenue is a good metric to compare how aggressively companies are investing relative to their scale. ABB (4.5%) and Schneider (5.6%) both show strong R&D intensity. For Siemens, while the overall R&D percentage in digital industries is less publicly clarified for 2024, past trends and investment declarations (e.g. “€0.5 billion extra in R&D in AI, simulation, etc.”) suggest growth in that ratio.

7. Industry 4.0 & Future Of Manufacturing
7.1 Emerging Trends in Smart Manufacturing
The global manufacturing landscape is undergoing a profound transformation under the umbrella of Industry 4.0, a paradigm shift that fuses cyber-physical systems, advanced analytics, artificial intelligence (AI), Internet of Things (IoT), and cloud computing into a seamless ecosystem. What differentiates this transformation from previous industrial revolutions is the speed of adoption, the convergence of technologies, and the profound redefinition of manufacturing as an intelligent, adaptive, and autonomous process rather than a linear production pipeline.One of the most visible emerging trends is the integration of digital twins—virtual replicas of physical assets that allow manufacturers to simulate, predict, and optimize performance in real-time. Siemens, for example, leverages its Xcelerator platform to enable virtual modeling of production lines before physical implementation. This capability reduces capital risk, accelerates time-to-market, and enables iterative improvements without the downtime traditionally associated with prototyping.
Another trend is the rapid deployment of edge computing in manufacturing environments. With the proliferation of IoT-enabled sensors embedded in machines, factories are now generating vast amounts of data at the point of production. Rather than routing all this data to centralized clouds, edge computing ensures that analysis happens close to the machine itself, allowing for low-latency responses in scenarios such as defect detection, predictive maintenance, and real-time process optimization.
Equally critical is the increasing adoption of autonomous robotics and collaborative robots (cobots). Unlike earlier generations of industrial robots confined to repetitive, pre-programmed tasks, today’s cobots are equipped with computer vision, machine learning, and natural language processing capabilities. This enables them to collaborate safely with human workers, adapt to variable workloads, and handle increasingly complex assembly tasks.
The green transformation of manufacturing represents another key trajectory. Sustainability is no longer an optional corporate social responsibility initiative; it is a competitive imperative. Smart manufacturing technologies are being harnessed to minimize energy use, optimize material flows, and enable circular economy models through remanufacturing and recycling. Tesla’s gigafactories, Siemens’ carbon-neutral plant initiatives, and ABB’s investments in energy-efficient drives exemplify how Industry 4.0 aligns with the decarbonization agenda of global policy frameworks.These trends collectively suggest that smart manufacturing is not a distant aspiration but an unfolding reality, reshaping competitive advantage and redefining the boundaries between the digital and the physical world.
7.2 Predictive Maintenance and AI-Driven Production
At the heart of Industry 4.0 lies the shift from reactive and preventive maintenance to predictive and prescriptive strategies. Predictive maintenance leverages AI algorithms, machine learning models, and IoT-enabled sensors to anticipate equipment failures before they occur, reducing downtime and maximizing productivity.
For instance, Siemens has pioneered the use of MindSphere, its industrial IoT operating system, which collects and analyzes machine data to detect anomalies. By applying machine learning models, it can forecast when a motor is likely to overheat or when a conveyor belt is approaching wear-out. This predictive capability not only avoids costly unplanned downtime but also extends the life of machinery, reduces spare parts inventory, and optimizes maintenance scheduling.
AI-driven production takes this concept a step further by dynamically adjusting manufacturing operations in real time. Instead of following rigid production schedules, AI-enabled systems can autonomously adjust throughput, raw material usage, and machine parameters in response to fluctuating demand or disruptions in the supply chain. For example, if predictive analytics indicate an impending bottleneck in one production cell, the AI system can reroute tasks, balance workloads, or even trigger orders for spare parts before failure occurs.The benefits of these systems are significant. A McKinsey study estimates that predictive maintenance can reduce downtime by 30–50% and extend machinery life by 20–40%. In capital-intensive sectors like aerospace, automotive, and heavy machinery, these savings translate into billions of dollars annually.
However, predictive maintenance also brings new challenges. The accuracy of predictions depends on the quality of data, which requires significant investments in sensors, connectivity infrastructure, and skilled data scientists. Moreover, the integration of legacy equipment into digital ecosystems remains a hurdle for many manufacturers, particularly small and medium-sized enterprises (SMEs). Nonetheless, as costs of IoT devices fall and AI models become more robust, predictive maintenance is rapidly evolving into the new industry standard.
7.3 Expansion of Smart Factory Concepts Globally
The concept of the “smart factory”—a fully connected, adaptive, and data-driven production facility—is moving from pilot projects to widespread adoption worldwide. Smart factories represent the pinnacle of Industry 4.0 by uniting advanced robotics, IoT, AI, cloud platforms, and autonomous decision-making into a cohesive system.
Europe remains at the forefront of this expansion. Germany, as the birthplace of the “Industrie 4.0” vision, has established testbeds and innovation clusters where manufacturers, universities, and government agencies collaborate to accelerate adoption. Siemens’ Amberg factory in Germany is a prime example: with over 75% of production steps fully automated and interconnected, the facility boasts near-zero defect rates and unparalleled efficiency.
In Asia, smart factories are proliferating at an unprecedented pace, driven by government initiatives and industrial policy. China’s “Made in China 2025” and South Korea’s “Smart Factory Initiative” aim to digitalize thousands of plants within the next decade. Companies like Midea, Foxconn, and Samsung have already begun transforming their operations with AI-driven robotics and real-time data analytics.
The United States is similarly witnessing a surge in smart manufacturing adoption, fueled by the twin pressures of reshoring supply chains and addressing labor shortages. Firms like General Electric and Rockwell Automation are deploying digital twins, additive manufacturing, and AI-enabled platforms to build resilient and flexible manufacturing ecosystems.
Meanwhile, emerging economies such as India, Vietnam, and Brazil are exploring smart factories as a means to leapfrog traditional industrialization stages. India’s Digital India and Production Linked Incentive (PLI) schemes are encouraging domestic manufacturers to integrate IoT and AI into their plants, enhancing competitiveness in global supply chains.
What is striking across all regions is the shift from isolated smart factory pilots to networks of interconnected smart plants, often spanning global operations. This integration allows multinational corporations to optimize production not just within a single site but across their entire global footprint, dynamically allocating capacity and resources in response to real-time global demand fluctuations.
7.4 Role of Policy, Standards, and Industry Collaboration
The success of Industry 4.0 is not solely determined by technological innovation; it equally depends on policy frameworks, global standards, and collaborative ecosystems. Without shared norms and guidelines, the proliferation of proprietary systems risks creating fragmentation that undermines interoperability and scalability.Governments worldwide are increasingly recognizing the strategic importance of smart manufacturing. The European Union has launched its Factories of the Future (FoF) program, funding collaborative projects between industry and academia to develop interoperable platforms and cybersecurity standards. Similarly, the U.S. National Institute of Standards and Technology (NIST) is actively working on frameworks to standardize industrial IoT communication protocols.Cybersecurity regulation is another critical dimension. As factories become hyper-connected, they also become vulnerable to cyberattacks. Policies mandating cybersecurity-by-design principles are emerging as prerequisites for Industry 4.0 deployment. The recent surge in ransomware attacks on critical infrastructure highlights the urgent need for coordinated action.
Equally important are public-private partnerships and industry consortia. Organizations such as the Industrial Internet Consortium (IIC), OPC Foundation, and Platform Industrie 4.0 are establishing global interoperability standards that ensure seamless data exchange across machines and software systems from different vendors.Industry collaboration also extends to sustainability. Initiatives like the Global Lighthouse Network by the World Economic Forum showcase best practices in smart manufacturing that align productivity with environmental stewardship, encouraging cross-industry learning and benchmarking.
Thus, policy, standards, and collaboration form the institutional backbone of Industry 4.0, ensuring that technological advances translate into scalable, secure, and sustainable manufacturing ecosystems.
7.5 Future Workforce Skills and Training Requirements
While technology takes center stage in Industry 4.0, the human workforce remains indispensable. However, the roles, skills, and competencies required are undergoing a dramatic transformation.Traditional manufacturing jobs centered on manual tasks are giving way to roles that demand digital literacy, systems thinking, and cross-disciplinary expertise. Workers of the future will need to interpret machine-generated data, collaborate with intelligent robots, and engage in continuous learning as technologies evolve.Key emerging skill categories include:
- Data Analytics and AI Competence: The ability to analyze and derive actionable insights from industrial data streams.
- Cybersecurity Awareness: Understanding of risks in connected environments and proactive approaches to mitigating vulnerabilities.
- Human-Robot Collaboration: Skills to operate and maintain cobots, ensuring safe and effective human-machine partnerships.
- Interdisciplinary Problem-Solving: Combining engineering, computer science, and business acumen to drive innovation.
- Sustainability and Circular Economy Thinking: Integrating environmental considerations into operational decision-making.
Educational institutions and training providers must radically redesign curricula to meet these demands. Leading companies are already partnering with universities to develop apprenticeship programs, digital academies, and reskilling initiatives. For example, Siemens’ Mechatronics Systems Certification Program (SMSCP) offers standardized training in automation and mechatronics, now adopted by colleges worldwide.The challenge is particularly acute in emerging economies, where large segments of the workforce risk obsolescence. Governments must therefore balance investments in digital infrastructure with large-scale workforce retraining programs, ensuring inclusivity in the transition to smart manufacturing.Ultimately, the future workforce must embody lifelong learning as a core principle. Unlike the static careers of past generations, Industry 4.0 careers will be dynamic, iterative, and constantly reshaped by technological progress.

8. Recommandation & Conclusion
Evidence-based recommendations aimed at strengthening Siemens’ deployment of Industry 4.0 / smart factories and automation. The recommendations are structured around strategic orientation, operational improvements, technology adoption/integration, workforce and HR, and sustainability. They draw from Siemens’ recent initiatives, industry literature, and the case-study findings, to propose actionable steps for Siemens to maintain and extend its leadership in smart manufacturing.
8.1 Strategic Recommendations for Siemens
Siemens has already established a strong global brand in automation, digitalization, and industrial software; however, as technology and markets evolve rapidly, the company must sharpen its strategic posture to sustain competitive advantage. First, Siemens should deepen its expansion into emerging economies—such regions frequently offer both growth potential and opportunities for early adoption of smart manufacturing. By tailoring its Industry 4.0 solutions to the infrastructure, regulatory, and cost constraints of Southeast Asia, Latin America, Sub-Saharan Africa, and South Asia, Siemens can capture first-mover advantages. For example, localized manufacturing clusters, regulatory incentive alignment (such as tax rebates, subsidies for digitalization, “smart factory” labelling) and partnerships with local governments will help reduce the friction associated with deploying advanced automation in contexts where power supply, digital connectivity, or labour skills are less well-developed.Second, Siemens should pivot more strongly toward customer-centric innovation and business models. Rather than simply selling hardware or software modules, Siemens should increasingly offer as-a-service models—Factory-as-a-Service, Predictive Maintenance as a Service, or Digital Twin subscription models—so that customers can adopt Industry 4.0 functionality with lower up-front capital, while Siemens gains recurring revenue, long-term customer stickiness, and data streaming for further innovation. Such models have been seen in other firms and are consistent with the shift in industrial markets toward servitization (Baines et al., 2009). Siemens’ own industrial software (for example, MindSphere IoT platform, Teamcenter, etc.) needs to be tightly integrated with hardware automation and with consulting/design services so that customers have an end-to-end path from idea to optimized production, reducing risk of disjointed implementation.
Third, strategic ecosystem building and R&D partnerships are essential. Given the speed of AI, robotics, additive manufacturing, and other frontier technologies, Siemens must maintain an open innovation posture. Collaborating with startups and academic institutions can accelerate technology scouting, while cross-industry partnerships (e.g., cloud providers, operator networks, sensors/semiconductor firms) will help assure interoperability, standardization, and co-development of platforms. Moreover, engaging with policy bodies to help shape regulation (for digital twin standards, data‐privacy in industrial IoT, supply chain transparency) will help Siemens ensure that regulation evolves more in alignment with its offerings. Together, these strategic levers—emerging markets, innovative business models, and ecosystem/collaborative R&D will position Siemens to not only lead in smart factory deployment, but to shape the playing field for competitors.
8.2 Operational Recommendations for Manufacturing Efficiency
Operational excellence remains central to realizing the benefits of smart factories. While Siemens has implemented many automation, predictive maintenance, and digital twin pilot programs, further operational recommendations center on integrating lean principles with digital analytics, improving supply chain resilience and synchronization, optimizing maintenance, and achieving high levels of product quality and customization.
One important operational pathway is to integrate Lean lean manufacturing principles with the capabilities of Industry 4.0. Lean methodologies such as waste reduction, continuous flow, just-in-time (JIT), and Kaizen are well understood; what smart factories add is real-time data, sensing, feedback loops, and automated control. Siemens should expand use of digital Kanban systems, automated restocking, and inline sensors that measure cycle times, bottlenecks, and material handling inefficiencies. By combining lean tools with digital dashboards and real-time analytics, Siemens can reduce non-value-added activities more precisely and continually adjust production layout, workflows, and inventory policies.
A second set of operational recommendations concerns supply chain synchronization and resilience. Recent global disruptions—from pandemics to geopolitical supply disruptions have shown that supply chain risk is real. Siemens should build out real-time supply chain visibility tools, possibly leveraging blockchain or distributed ledger technologies, to track parts, materials, and component origin, lead times, and quality. Demand forecasting models that feed into its digital twin supply chain simulators can help dimension buffer stocks, dual suppliers, and alternate routing strategies. This will enable Siemens to maintain production when encountering material shortages, transportation delays, or supplier failures.
Third, maintenance and reliability optimization must be scaled across all Siemens plants. Predictive maintenance (PdM) already exists in many reference smart factories, but could be further expanded: extending sensor networks, employing machine learning models for anomaly detection, using digital twins of both machines and processes to simulate failure modes, and scheduling maintenance during low impact windows. Standardizing data collection protocols so that sensor data, machine logs, maintenance records are consistent across plants will allow cross-site benchmarking and better transfer of learning.
Fourth, there is need to balance quality assurance with customization. As customer demand increasingly shifts toward bespoke or semi-custom products, Siemens should implement flexible production lines capable of small batch sizes without high overhead. Additive manufacturing, modular automation cells, and robotics with quick-change tooling are technologies that can help. In parallel, advanced quality-control systems, especially AI-based computer vision, inline inspection, and feedback loops, will reduce defects. Ensuring near-zero defect standards is particularly important in industries like automotive, aerospace, and medical devices—areas in which Siemens already plays—and helps protect brand reputation and reduce waste.
8.3 Recommendations for Technology Adoption and Integration
The success of Siemens’ smart factory vision depends heavily on judicious technology adoption and seamless integration across hardware, software, and data layers. Recommended areas of focus are expansion of digital twins, deeper AI & analytics integration, IoT scaling and interoperability, and robust cybersecurity.
First, expanding the use of digital twins and simulation is essential not only at the level of individual machines or production lines, but across the supply chain and even customer use phases. Digital twins can be used to simulate alternative process flows, layout changes, energy consumption under different scenarios, and logistics bottlenecks. By integrating these twins with Siemens’ IoT platform (e.g., MindSphere), the company can enable predictive insights and allow both Siemens and customers to experiment in virtual environments before committing capital to changes in the real world.
Second, Artificial Intelligence (AI) and advanced analytics should be more tightly embedded into decision support across operations. This means leveraging AI algorithms for production scheduling, energy optimization, predictive quality, anomaly detection, and dynamic process adjustment. Moreover, augmenting human operators with AI tools—rather than replacing them—is likely to produce better outcomes in complex, uncertain environments. For example, AI-assisted decision dashboards can highlight potential issues, suggest remedial actions, and learn over time from operator feedback.
Third, Internet of Things (IoT) scaling and ensuring interoperability is crucial. Siemens must ensure that its platforms, including MindSphere, can connect, ingest, process, and act on data from devices made by other vendors. Use of open standards, common communication protocols, and edge computing will allow low latency actions and more flexible deployment. In addition, embedding edge analytics will help reduce latency, bandwidth, and privacy risks, especially for mission-critical or safety-critical systems.
Fourth, cybersecurity must shift from a supporting role to being a core competence. As factories become more connected, the risk surface increases. Siemens should adopt zero-trust architecture, strong encryption, secure firmware updates, role-based access and continuous monitoring. Moreover, the company could institutionalize “Cybersecurity-as-a-Service” offerings: using its internal capabilities to audit and secure customer installations. This will both protect Siemens’ own operations and add trust to its customer base.
8.4 Workforce and HR Recommendations
Technological sophistication alone will not realize Industry 4.0 benefits unless the workforce is equipped, motivated, and culturally aligned. Siemens already invests significantly in training, apprenticeships, and digital learning; the recommendations here build on these to ensure scalable and sustained human capital readiness.
One recommendation is to expand workforce upskilling and reskilling programs especially in AI, data analytics, robotics, and IoT. For instance, in 2025 Siemens is launching apprenticeship programs in Germany focusing on AI, digital skills, social responsibility, combining virtual/augmented reality, cybersecurity, etc. Siemens’ training arm (SITRAIN) needs to scale globally—both internally for Siemens employees and externally for customers, suppliers, and local partners. Such programs should be modular, competency-based, with certifications, and include practical hands-on labs as well as online components.
Second, fostering a change management culture and agile mindset is essential. Transitioning from traditional manufacturing to smart, data-driven factory ecosystems requires more than technical training—it requires cultural shifts: acceptance of real-time feedback, iterative improvement, cross-functional teams, and sometimes ambiguity. Siemens should build formal change management roadmaps in its plants, pilot projects that involve employees in co-design of processes, and rewards for innovation and continuous improvement. Ensuring transparency and communication reduces resistance to change.
Third, diversity, inclusion, and multidisciplinary collaboration are strategic HR levers for innovation. Given the interdisciplinary nature of Industry 4.0 (combining engineering, software, data science, design), teams should be composed of diverse skill sets—gender, background, discipline—to foster creative problem solving. Siemens should ensure inclusion in hiring for digital roles and encourage mobility between functions (e.g. moving from operations to digital roles) so that tacit knowledge and context is preserved.
Fourth, human-machine collaboration must be embedded thoughtfully. Instead of replacing human labor, automation and robotics (including collaborative robots or “cobots”) should serve to relieve repetitive tasks, leaving humans for complex judgment, problem solving, maintenance, and oversight. Siemens can design operator interfaces, human-in-the-loop systems, and ensure ergonomic, safe design so that automation enhances productivity without eroding employee morale or safety.
8.5 Sustainability and Green Manufacturing Initiatives
Sustainability is no longer an optional add-on but a fundamental strategic axis. Siemens’ recent sustainability commitments (such as its SBTi validation, aiming for ~90% reduction in Scope 1 & 2 emissions by 2030 relative to 2019, and 30% for Scope 3 by 2030, with longer-term ambition to reach ~90% for Scope 3 by 2050) provide a strong foundation. To build further, Siemens should implement green manufacturing initiatives across circular economy, energy efficiency, renewable integration, green supply chain strategies, and rigorous sustainability metrics.
First, integrating the circular economy into operations is critical. Siemens should pursue greater reuse, recycling, and remanufacturing in its factories. For example, designing products for easier disassembly, using materials with lower environmental impact, increasing standardized modules that can be reused or refurbished. Product-as-a-Service models help here, where Siemens retains ownership of products or equipment and therefore has incentive (and capacity) to ensure end-of-life reuse or recycling. Moreover, internal manufacturing waste streams—scraps, defective parts, packaging—should be systematically measured and reduced.
Second, energy efficiency and renewable energy integration must be pushed further. Siemens has already committed to using 100% renewable electricity, to EV-only fleets by 2030, and to building operations with net-zero carbon emissions, as part of its decarbonization strategy. However, turning these commitments into operational reality requires investments in energy-management systems, integrating sensors to monitor energy use in real time, and leveraging digital twins to simulate factory energy flows. Onsite generation (e.g. solar, wind) or long-term purchase agreements (PPAs) for green power, energy storage systems, and smart grid interaction can help stabilize energy supply and minimize carbon footprint.
Third, green supply chain strategies are essential. Because a large share of Siemens’ environmental impact comes from Scope 3 emissions (its value chain and suppliers), Siemens should require suppliers to report emissions, set targets, and adhere to environment-friendly practices. Using supplier sustainability scorecards, audits, incentives, and helping suppliers with technological support can raise the bar. Blockchain or traceable tracking systems may help ensure transparency of materials origin, carbon content, and adherence to environmental standards.
Fourth, measurement, reporting, and sustainable KPIs must be made rigorous and central. Siemens should establish factory-level KPIs such as CO₂ emissions per unit produced, energy consumed per throughput, water usage, waste generated, and percentage of recyclable content in products. These metrics should be reported publicly and considered in performance evaluations. Innovation in eco-design (as in Siemens’ EcoTech label) should be scaled. According to recent reports, Siemens achieved an eco-design product rate of 54% globally and is increasing that year-on-year, which reflects progress in resource efficiency.

9. Conclusion
Siemens’ adoption of Industry 4.0 technologies within its manufacturing operations has provided valuable insights into the opportunities, challenges, and transformative potential of smart factories and automation. As demonstrated throughout the dissertation, Siemens has strategically positioned itself at the forefront of digital industrialization by leveraging technologies such as digital twins, industrial IoT, robotics, AI-driven analytics, and cyber-physical systems. Its flagship smart factories—such as the Amberg Electronics Plant have become benchmarks in demonstrating the integration of digitalization and automation to achieve near-perfect efficiency, flexibility, and scalability.The research findings highlight several overarching themes. First, strategic foresight has been crucial in Siemens’ journey, with the company recognizing early that the future of manufacturing would be determined by digital transformation and sustainable practices. Siemens’ ability to pivot from a traditional industrial conglomerate toward a digitally integrated, service-oriented enterprise illustrates how established firms can reinvent themselves within disruptive contexts.
Second, the case study underlines the importance of operational integration. While technological investments are critical, the real value emerges when lean manufacturing principles are combined with Industry 4.0 capabilities to create systems that are not only efficient but also adaptive and resilient. Siemens’ approach demonstrates that operational excellence in smart factories comes from synchronization of supply chains, predictive maintenance, and the ability to balance mass customization with uncompromised quality.Third, the study reveals the centrality of technology adoption and integration. Siemens has shown that digital twins, AI, IoT, and cybersecurity are not merely supporting tools but foundational enablers of Industry 4.0. However, continuous investment in interoperability, edge computing, and robust cybersecurity frameworks remains essential for Siemens to sustain its leadership amid intensifying competition and evolving threats.
Fourth, the research affirms that human capital remains indispensable in the Industry 4.0 era. Automation and digitalization do not negate the need for skilled human input; instead, they redefine roles. Siemens’ emphasis on upskilling, reskilling, and fostering an agile, innovative workforce culture demonstrates that the human-machine relationship is one of collaboration rather than substitution. This reinforces the idea that workforce adaptability is as critical to success as technological adoption.
Finally, the dissertation has shown that sustainability is inseparable from digital manufacturing. Siemens’ commitments to decarbonization, energy efficiency, and circular economy principles reveal that smart factories are not only about productivity but also about responsibility toward the planet and society. Embedding sustainability into every layer of Industry 4.0 implementation ensures that Siemens can create long-term value for stakeholders while aligning with global environmental goals.Overall, the Siemens case study demonstrates that Industry 4.0 is more than a technological paradigm—it is a holistic transformation of strategy, operations, workforce, and values. The lessons from Siemens’ journey highlight that success requires more than investment in advanced technologies: it depends equally on vision, adaptability, organizational culture, and sustainability orientation.
As manufacturing industries worldwide grapple with digital disruption, Siemens’ experience offers both inspiration and a blueprint. The recommendations provided in this dissertation spanning strategy, operations, technology, workforce, and sustainability—provide a roadmap for Siemens and similar organizations to deepen their Industry 4.0 integration and address emerging challenges. By pursuing these pathways, Siemens can not only maintain its global leadership but also drive the evolution of manufacturing toward a smarter, greener, and more resilient future.